1. 「PCDの不合格」が意味すること
1-1. PCDの本質は滅菌器になんらかの不具合があった際に不合格を示すこと
滅菌器は、購入した日からずっと同じ性能を維持できるわけではありません。滅菌器自体や配管などの経年劣化やその日の気温・水質等で、蒸気の質は日々変化しています。その変化を検知して、滅菌不良の可能性を伝えてくれるのがPCDの役割です。
つまり、PCDの本質は簡単に合格することではなく、滅菌器に何かしらの不具合が合った時に確実に検知し、きちんと不合格を示すことです。PCDの不合格は、滅菌器の不調や滅菌不良の可能性を伝えてくれる、重要な警告メッセージです。
1-2. PCDが不合格=マスター製品が滅菌できていない可能性がある
これまで合格していたPCDが不合格になるということは、何を意味するのでしょうか?
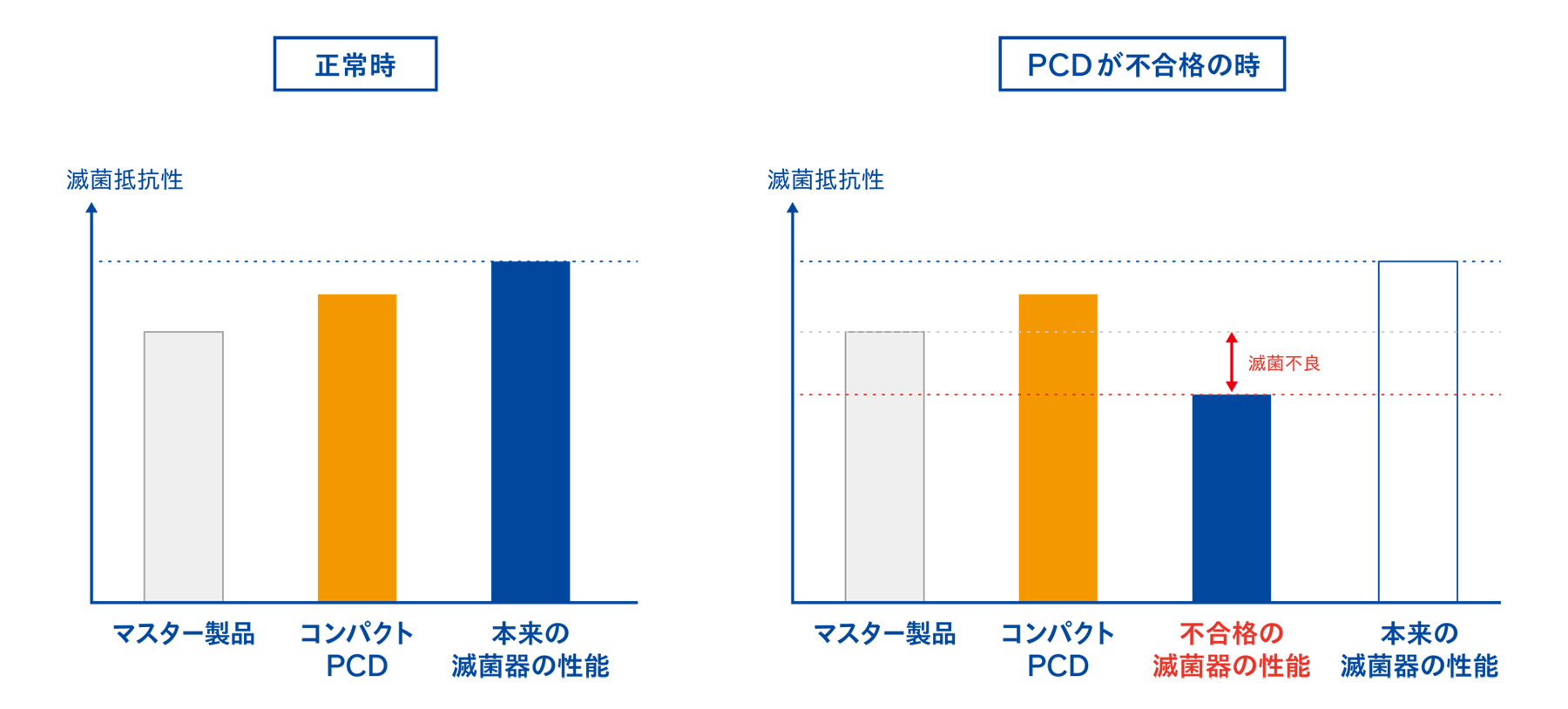
日常の出荷判定用テストパックとして使用されるPCDには、滅菌物の中で最も滅菌が困難であるマスター製品と同等以上の滅菌抵抗性(滅菌のしづらさ)が求められます(図左)。マスター製品以上に滅菌が難しいPCDが合格しているのであれば、マスター製品も滅菌できていると推定して払い出しを行います。
これまで合格していたPCDが不合格を示すということは、滅菌器の性能が低下し、マスター製品の滅菌抵抗性を下回ってしまっている可能性があります(図右)。つまり、PCDが不合格ということは、マスター製品が滅菌できていない可能性があることを意味しています。
1-3. 「現行のPCDが合格しないから、簡単に合格するものに切り替える」は本末転倒
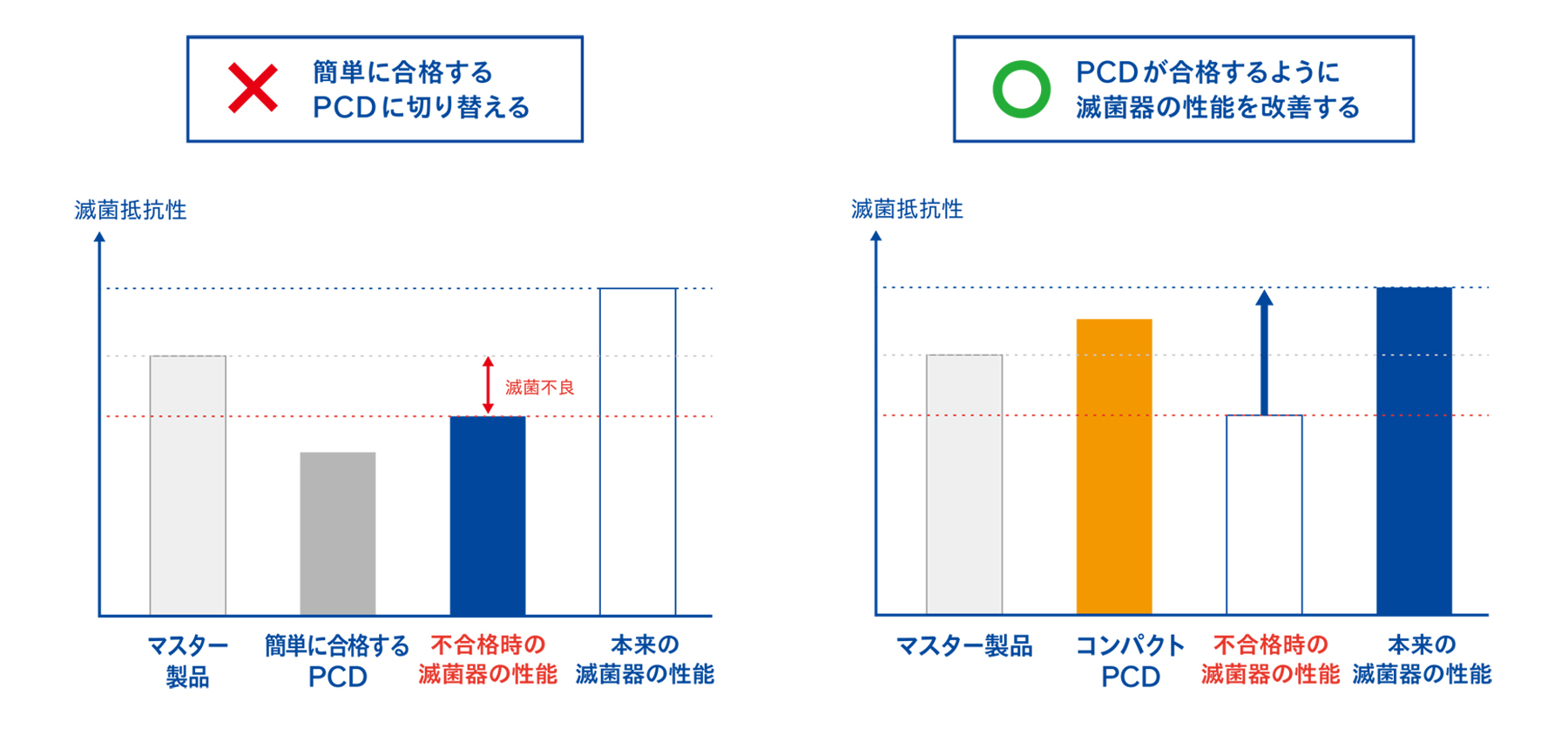
PCDがなんらかの原因で合格しなくなった時、簡単に合格するPCDに切り替えるのは、本末転倒です。PCDに求められるのはマスター製品と同等以上の滅菌抵抗性であり、簡単に合格を示すことではありません。
簡単に合格するPCDに切り替えた場合、そのPCDの滅菌抵抗性がマスター製品より低ければ、仮にPCDが合格したとしてもマスター製品が滅菌できていない可能性があります(図左)。
PCDが不合格を示すようになった時にすべきことは、マスター製品と同等以上の滅菌抵抗性であるPCDが合格するように、滅菌器の性能を改善することです(図右)。
1-4. PCDはマスター製品より滅菌抵抗性が高いものを使用する必要がある
PCDは、滅菌物の中で最も滅菌が困難であるマスター製品と同等以上の滅菌抵抗性(滅菌のしづらさ)が求められます。マスター製品より滅菌抵抗性が低いPCDでは、マスター製品が滅菌不良を起こしていても検知できないからです。
PCDは各社から様々な製品が販売されていますが、その滅菌抵抗性はどれも同じではありません。市販されているからといって、一概になんらかの性能を担保されているわけではないことを念頭に置く必要があります。重要なのは、マスター製品と同等以上の滅菌抵抗性を持ったPCDを選択して使用することです。
2. PCDが不合格になる要因と対処法
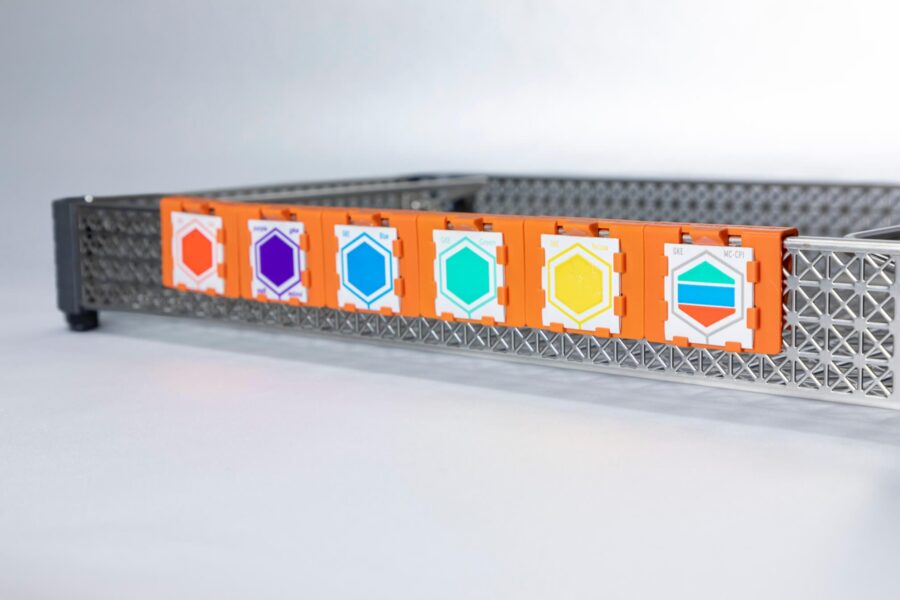
2-1. コンパクトPCDが変色不良になる要因は様々
下の円グラフは、過去にSALWAYがコンパクトPCDユーザーに実施したアンケート結果で、コンパクトPCD導入により検知した滅菌器の異常の内訳を示しています(N=21)。真空ポンプやドアパッキン、制御機能など、PCDが不合格になる要因は様々であることがわかります。
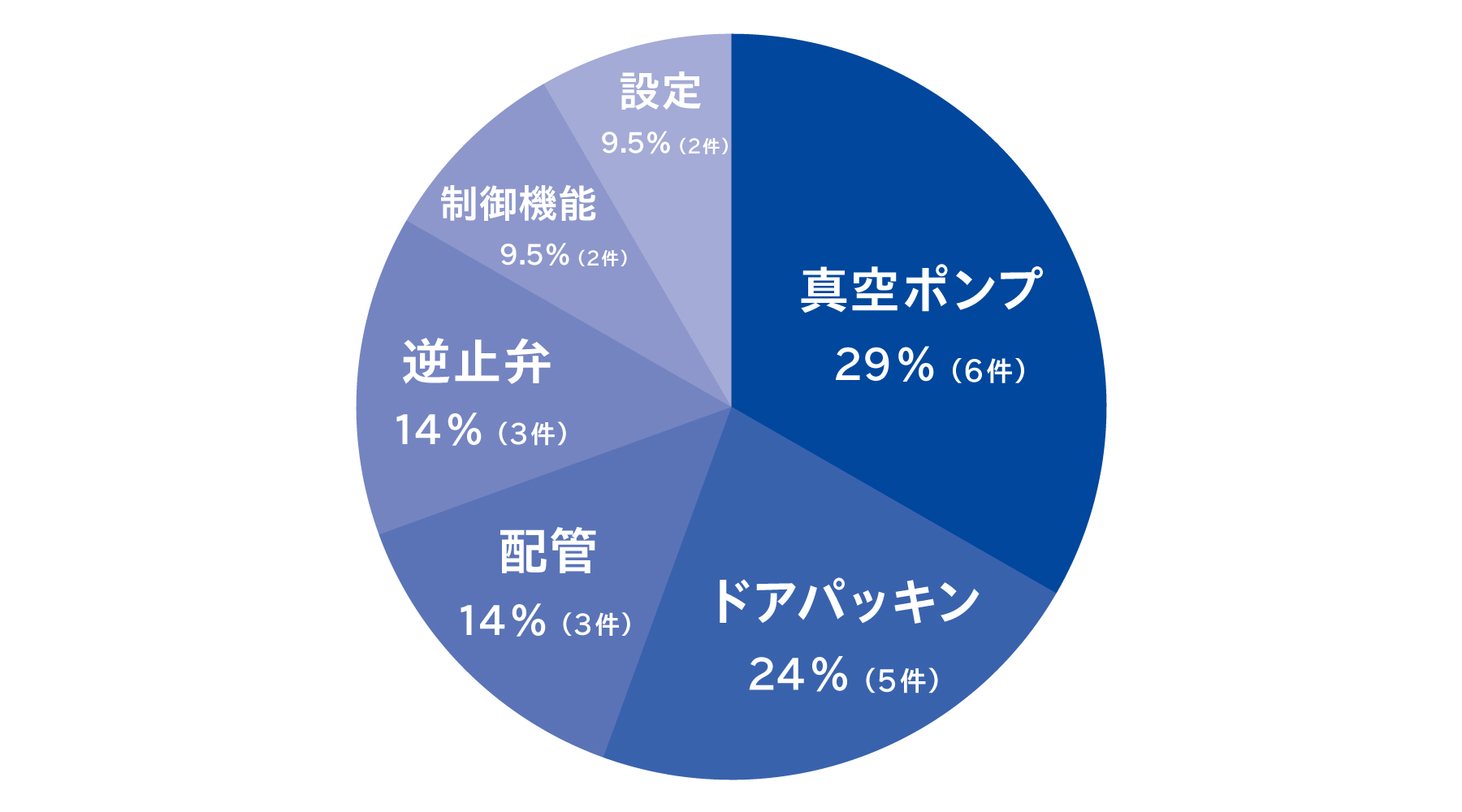
次項より、それぞれの異常検知の詳細について説明していきます。
2-1-1. 真空ポンプの故障や性能劣化(29%)
コンパクトPCDの不合格をきっかけに、真空ポンプの故障や性能劣化が発見されました。真空ポンプの交換や修理によって、滅菌器の蒸気浸透力を改善しています。また、真空パルスを3回から4回に増やすことで、蒸気浸透性を改善している施設もありました。
真空ポンプを原因とした異常事例
| 施設 | 解決法 | 詳細 |
| A | 滅菌器を修理 | 滅菌器の真空ポンプ性能劣化が確認され、交換により蒸気浸透力を改善 |
| B | 滅菌器を修理 | 真空引きの低下が確認され、真空ポンプを交換 |
| C | 滅菌器を修理 | 真空ポンプの故障を発見し交換 |
| D | 滅菌器を買い替え | 性能低下が続き、全体的に老朽化したため滅菌器を更新 |
| E | 滅菌器を修理 | 真空ポンプ内のパッキン亀裂によるエア漏れを発見、パッキンを交換 |
| F | 滅菌器の設定変更 | 真空ポンプ未交換の滅菌器のみで異常を検知。真空パルスを3回から4回に変更し運用 |
2-1-2. ドアパッキンの亀裂や劣化(24%)
コンパクトPCDが空気リークへ反応し不合格を示したことにより、ドアパッキンの亀裂や劣化を発見しています。ドアパッキンを交換することで対応しています。
ドアパッキンを原因とした異常事例
| 施設 | 解決法 | 詳細 |
| B | 滅菌器を修理 | 真空引きの低下が確認され交換 |
| E | 滅菌器を修理 | 劣化により破損(亀裂など)、ドアパッキンを交換 |
| G | 滅菌器を修理 | 蒸気漏れを発見し部品交換 |
| H | 滅菌器を修理 | ドアパッキンの亀裂が見つかり部品交換 |
| I | 滅菌器を修理 | 点検によりドアパッキンの劣化が見つかり修理 |
2-1-3. 配管からの蒸気漏れ(14%)
コンパクトPCDの不合格をきっかけに滅菌器の点検を行い、配管からの蒸気漏れを発見し、修理対応を実施しています。
配管を原因とした異常事例
| 施設 | 解決法 | 詳細 |
| K | 滅菌器を修理 | 点検により小さな蒸気漏れを確認、修理 |
| G | 滅菌器を修理 | 蒸気漏れが見つかり修理 |
| H | 滅菌器を修理 | 配管からの蒸気漏れが見つかり修理 |
2-1-4. 逆止弁の故障(14%)
コンパクトPCDが空気リークへ反応したことにより、逆止弁の故障を発見しています。老朽化のため修理対応をしたものの蒸気浸透性が改善せず、滅菌器を更新した施設もありました。
逆止弁を原因とした異常事例
| 施設 | 解決法 | 詳細 |
| D | 滅菌器を買い替え | 点検修理するもデータ改善せず、最終的には老朽化のため滅菌器を買い替え |
| J | 滅菌器を修理 | 逆止弁が故障していたため修理 |
| K | 滅菌器を修理 | 点検により小さな蒸気漏れを確認、交換 |
2-1-5. マイコンなどの制御機能の不具合(9.5%)
コンパクトPCDがマイコン(マイクロコントローラ)の異常により空気除去工程で部分的リークが発生していることを発見し、滅菌器メーカーによる修理を実施した事例がありました。
滅菌器の制御機能を原因とした異常事例
| 施設 | 解決法 | 詳細 |
| I | 滅菌器の設定変更 | 稼働が不安定であることがわかり真空工程の設定を変更 |
| N | 滅菌器を修理 | マイコン異常で空気除去工程にて部分的リークが発生、滅菌器の使用を中止しメーカー修理を実施 |
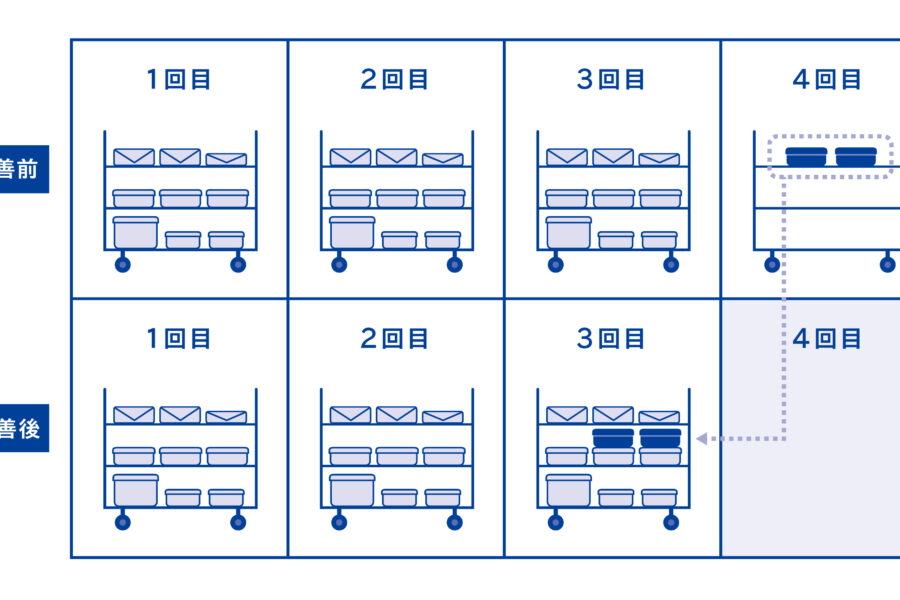
2-1-6. 真空パルス回数や暖機運転時間などの設定(9.5%)
滅菌器の蒸気浸透性を改善するために、真空パルス回数の増加や暖機運転時間を延長し対応している施設がありました。
設定変更の必要性を発見した事例
| 施設 | 解決法 | 詳細 |
| L | 滅菌器の設定変更 | 真空パルス回数の不足がわかり、回数を増加 |
| M | 滅菌器の設定変更 | 冬期に1回目滅菌時に不合格の傾向があったため、暖機運転の時間を延長し改善 |
2-2. 対処法は、滅菌器の蒸気浸透性を改善すること
滅菌器の部品を修理/交換しなくても、改善できるケースもあります。真空パルス回数を増やす、真空到達度を深くするなどの真空工程の調整を行う事で、蒸気浸透性が向上し、コンパクトPCDの変色が改善することがあります。
次章では、実際の医療機関で実施した検証試験の結果をもとに、滅菌器の蒸気浸透性を改善する方法をご紹介します。
3. 蒸気浸透性を改善する方法
3-1. 10本テスト/13本テストを使用して蒸気浸透性を可視化する
滅菌器の蒸気浸透性を可視化する方法として、10本テスト(最新モデルでは13本)を使用した蒸気浸透性試験があります。

HPR値が異なる10本/13本のチューブを滅菌し、どのレベルのチューブまで蒸気を浸透させることができるかを確認することで、滅菌器の蒸気浸透性を評価することができます。
HPR値とは、Hollow-Device-Penetration-Resistance(管腔器材の蒸気浸透抵抗値)の略で、チューブの長さ(m)と内径(mm)を乗じた値(cm²)のことです。HPR値が大きいほど、蒸気浸透が難しく、滅菌が困難であることがわかっています*¹。
10本テストのNo.3と13本テストのNo.1は、欧州の大型滅菌器に要求される蒸気浸透性(EN867-5 Hollow A)に適合します。つまり、10本テストのNo.3もしくは13本テストのNo.1が合格すれば、欧州の大型滅菌器に要求されるレベルの蒸気浸透性を有していると判断することができます。
10本テストのチューブ一覧
| 10本テスト | PCDの長さ(m) | PCDの内径(mm) | HPR値(cm²) |
| No.1 | 0.75 | 2 | 15 |
| No.2 | 1.0 | 2 | 20 |
| No.3(EN867-5 適合) | 1.5 | 2 | 30 |
| No.4 | 1.5 | 3 | 45 |
| No.5 | 1.0 | 5 | 50 |
| No.6 | 1.5 | 4 | 60 |
| No.7 | 3.0 | 3 | 90 |
| No.8 | 2.0 | 5 | 100 |
| No.9 | 3.0 | 4 | 120 |
| No.10 | 3.0 | 5 | 150 |
13本テストのチューブ一覧
| 13本テスト | PCDの長さ(m) | PCDの内径(mm) | HPR値(cm²) |
| No.1(EN867-5 適合) | 1.5 | 2 | 30 |
| No.2 | 1.5 | 3 | 45 |
| No.3 | 1.0 | 5 | 50 |
| No.4 | 3.0 | 2 | 60 |
| No.5 | 1.5 | 4 | 60 |
| No.6 | 4.5 | 2 | 90 |
| No.7 | 3.0 | 3 | 90 |
| No.8 | 2.0 | 5 | 100 |
| No.9 | 3.0 | 4 | 120 |
| No.10 | 3.0 | 5 | 150 |
| No.11 | 4.0 | 5 | 200 |
| No.12 | 5.0 | 5 | 250 |
| No.13 | 6.0 | 5 | 300 |
今回の検証試験では、13本テストを使用して滅菌器の蒸気浸透性を可視化しました。
*¹ Investigation of Air Removal from Hollow Devices in Steam Sterilization Process (U.Kaiser and J.Goman)
3-2. 真空パルス回数を増やして蒸気浸透性を改善する
滅菌器の蒸気浸透性を改善する方法の1つに、真空パルス回数の増加があります。
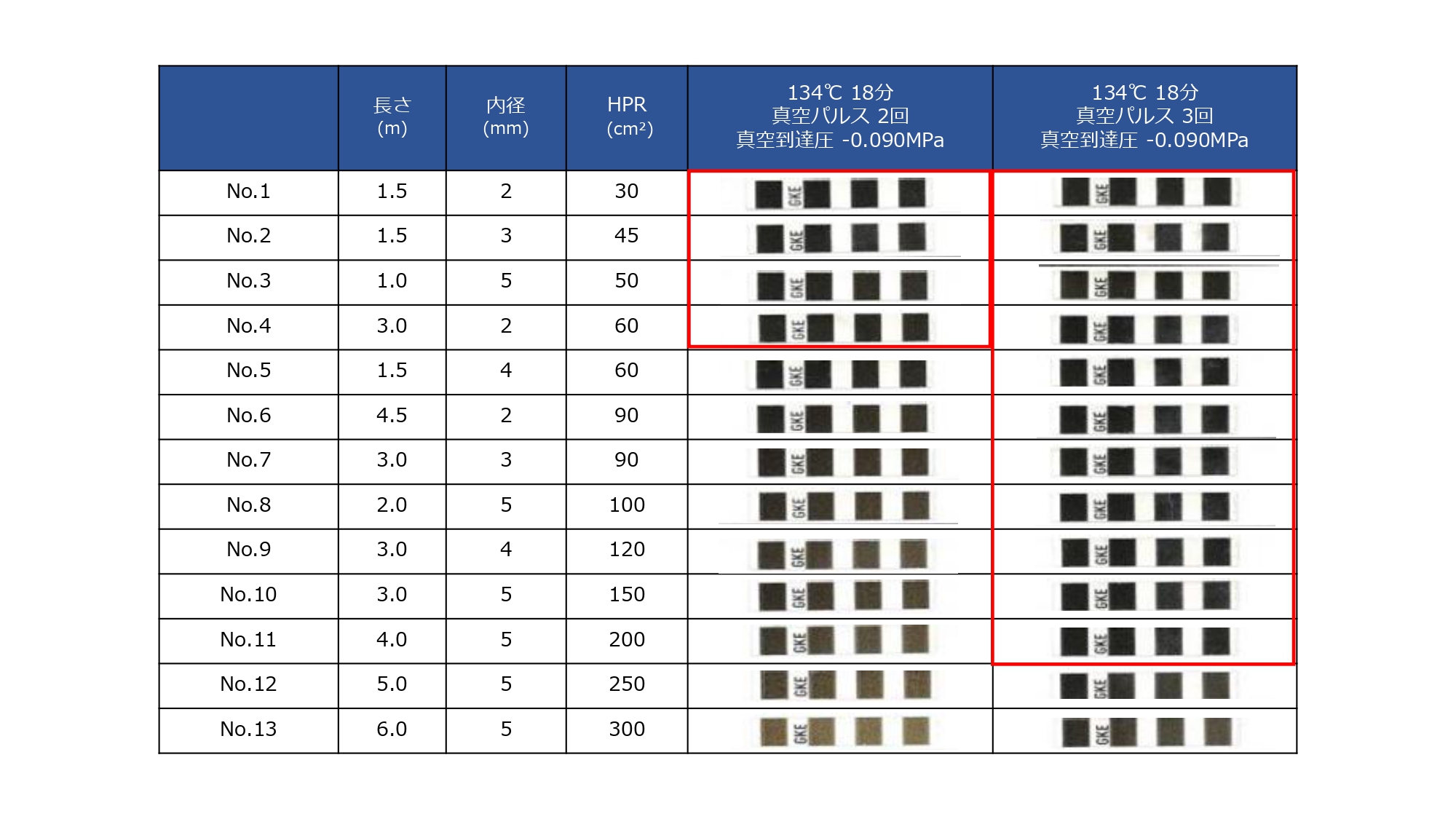
この検証試験では、134℃ 18分(真空到達圧 -0.090MPa)のプログラムで、真空パルス回数を2回から3回に増やした時に、蒸気浸透性がどの程度改善するかを13本テストを使用して検証しました。
真空パルス2回の時は、13本テストのNo.4(HPR値60)まで合格しましたが、真空パルスを3回に増やすことで、No.11(HPR値200)まで合格するようになりました。このように、真空パルス回数を増やすことで、滅菌器の蒸気浸透性を大幅に改善することができます。
3-3. 真空到達圧を深くして蒸気浸透性を改善する
蒸気浸透性を改善するもう一つの方法に、真空到達圧を深くする方法があります。
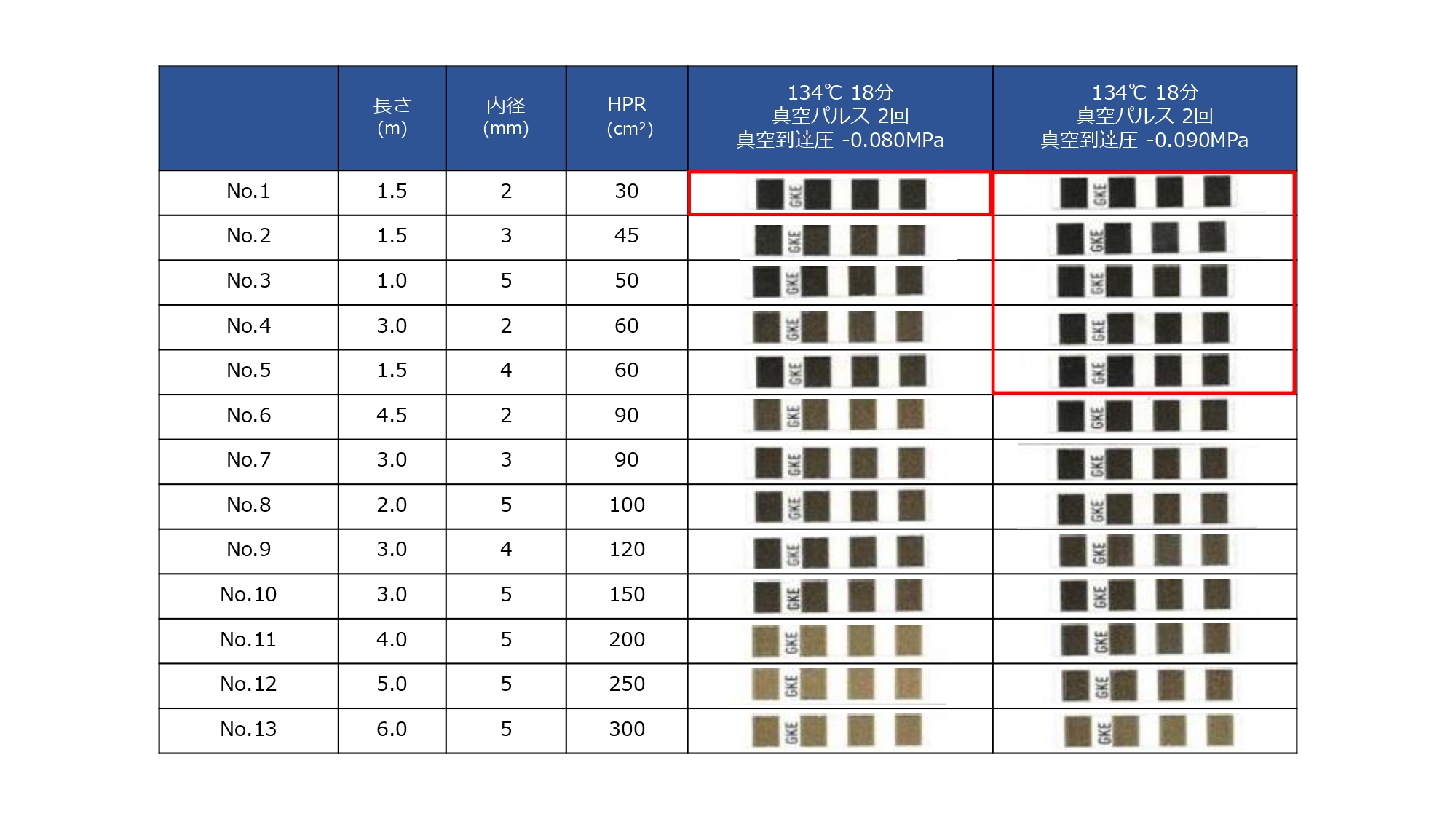
下表は134℃ 18分(真空パルス2回)のプログラムで、真空到達圧を-0.080MPaから-0.090MPaへ深くした時の13本テストの結果です。
真空到達圧-0.080MPaでは、13本テストのNo.1(HPR値30)しか合格しませんでしたが、-0.090MPaまで深くすることで、No.5(HPR値60)まで合格するようになりました。このように、真空到達圧を深くすることでも、滅菌器の蒸気浸透を改善することができます。
4. (参考)気腹チューブを滅菌コンテナで包装する際は要注意
同じ器材であっても、包装材によって滅菌抵抗性は大きく変わります。例えば、代表的な内腔器材の1つである気腹チューブは、滅菌バッグで包装する場合と滅菌コンテナに入れる場合では、その滅菌の難しさは異なります。
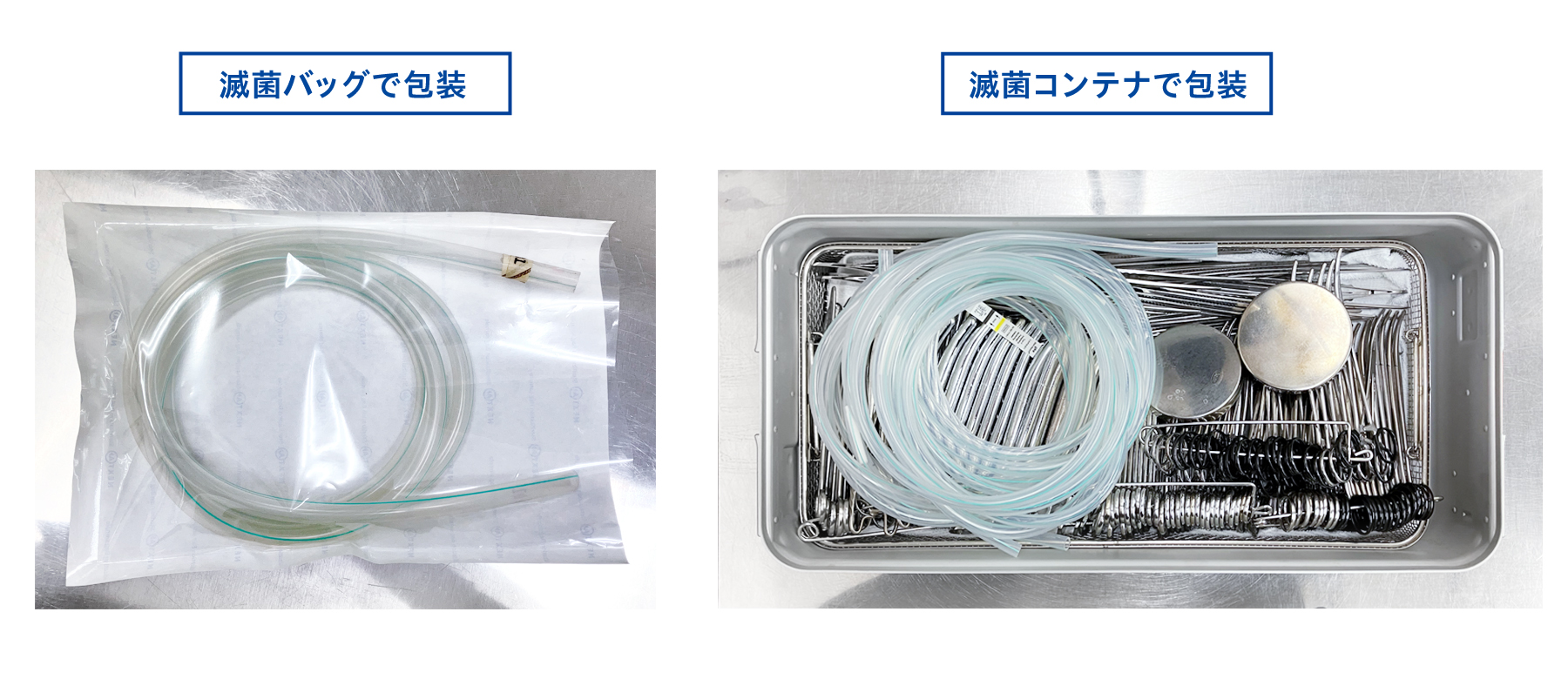
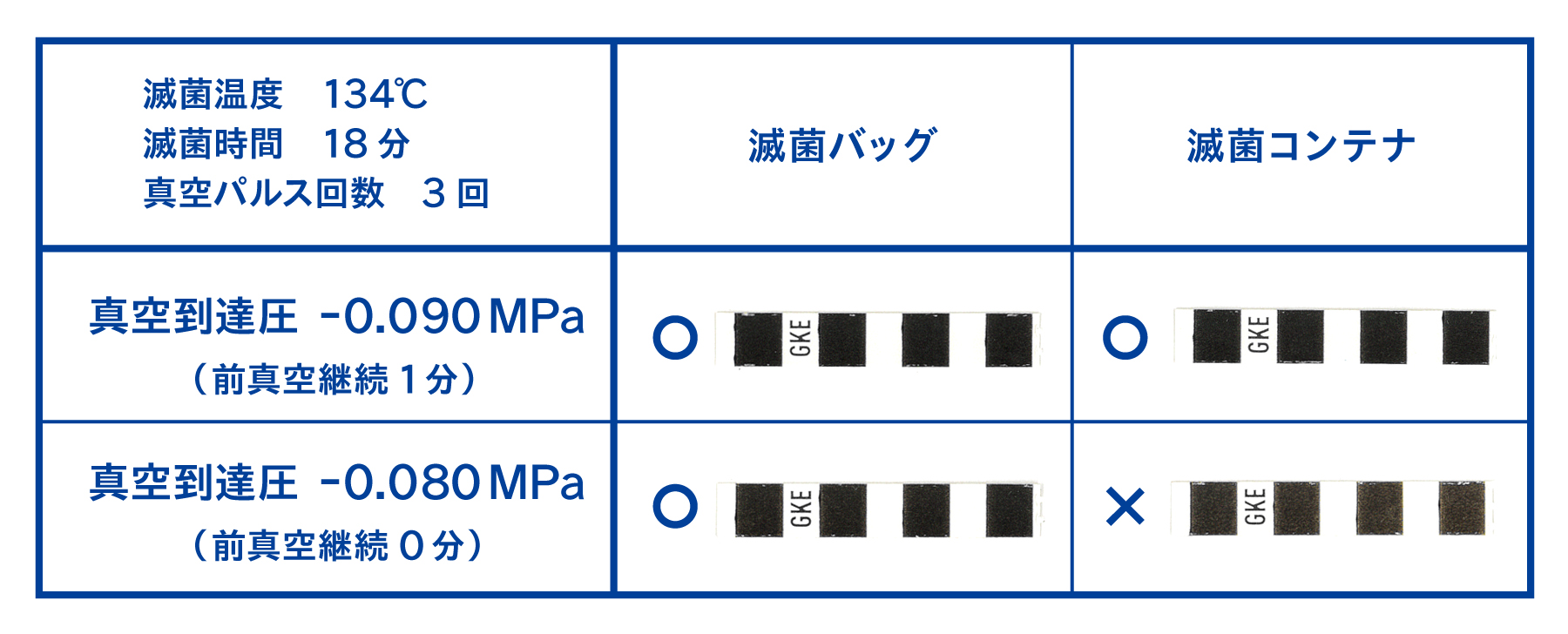
下の表は、直径8mm×長さ2mの気腹チューブを、滅菌バッグと重量11.3kgのコンテナに入れた場合のインジケータの変色結果です。
134℃ 18分、真空パルス3回、真空到達圧-0.090MPa(前真空継続1分)という蒸気浸透性がかなり良い条件であれば、滅菌コンテナで包装した気腹チューブ内のCIは合格を示しています。しかし、前真空到達圧-0.080MPa(前真空継続0分)にすると、コンテナ内のCIは変色不良を示すようになりました。このように、蒸気浸透性能が少し低下することで、コンテナ内の気腹チューブは滅菌条件を達成できなくなってしまう可能性があります。
気腹チューブのように長い内腔器材は、滅菌コンテナに包装すると滅菌が非常に困難です。滅菌コンテナに入れた状態で滅菌条件の達成が難しい場合は、コンテナの外に出して滅菌バッグで包装するなどの対策が必要です。
5. まとめ
いかがでしたでしょうか。
滅菌器が発揮する性能は、滅菌器や配管などの経年劣化や、気温や水質の変化により日々変化します。そのため、日常の出荷判定に使用するPCDが不合格を示すようになることも起こりえます。
これまで合格していたPCDが不合格になるということは、滅菌器の性能が低下し、滅菌不良を起こしている可能性を意味します。日常の出荷判定に使用するPCDには、マスター製品と同等以上の滅菌抵抗性が求められます。PCDが合格しなくなった時、簡単に合格するPCDに切り替えることは、マスター製品の滅菌条件の達成を確認できなくなる可能性があり、本末転倒な対応です。
コンパクトPCDが不合格を示す要因としては、真空ポンプやドアパッキンなどの劣化や破損があります。コンパクトPCDが不合格を示した場合、滅菌器を修理、もしくは滅菌器の設定を調整し、滅菌器の性能を改善します。具体的な滅菌器の調整方法としては、真空パルス回数を増やす、真空到達圧を深くするといった方法があります。
本記事の内容に関するお問合せは、営業担当またはSALWAYウェブサイトのお問合せフォームよりご連絡下さい。