目次
- 1. 無菌性保証水準とは
- 2. 無菌性保証水準(SAL)を理解するために覚えておきたい関連用語
- 3. 実際に無菌性保証水準(SAL)を達成するための温度・時間の算出方法
- 3-1. 前提①:高圧蒸気滅菌の滅菌条件は、121℃/15分、134℃/3分
- 3-2. 前提②:滅菌条件は全ての器材表面で達成する必要がある
- 3-3. 前提③:滅菌する器材の取扱説明書や添付文書の情報を確認する
- 3-4. 実際に滅菌する温度・時間を算出する方法は5つある
- 3-5. ① 物理的方法:データロガーによる温度測定とBIの判定結果を基に検証する
- 3-6. ② ハーフサイクル法:BIが全死滅する時間を基に滅菌時間を決める
- 3-7. ③ サイクル計算法:BIのD値を基に滅菌時間を決める
- 3-8. ④ BI/バイオバーデン法:器材のバイオバーデンより菌数/D値が高い市販のBIを使用する
- 3-9. ⑤ 絶対バイオバーデン法:器材のバイオバーデンより菌数/D値が高いBIを自製する
- 3-10. 医療機関では物理的方法またはハーフサイクル法が採用されることが一般的
- 4. まとめ
1. 無菌性保証水準とは
1-1. 無菌性保証水準とは、生育可能な微生物が「存在する確率」
無菌性保証水準は、無菌であると保証できる水準、つまり「無菌と判断できる状態」を指します。
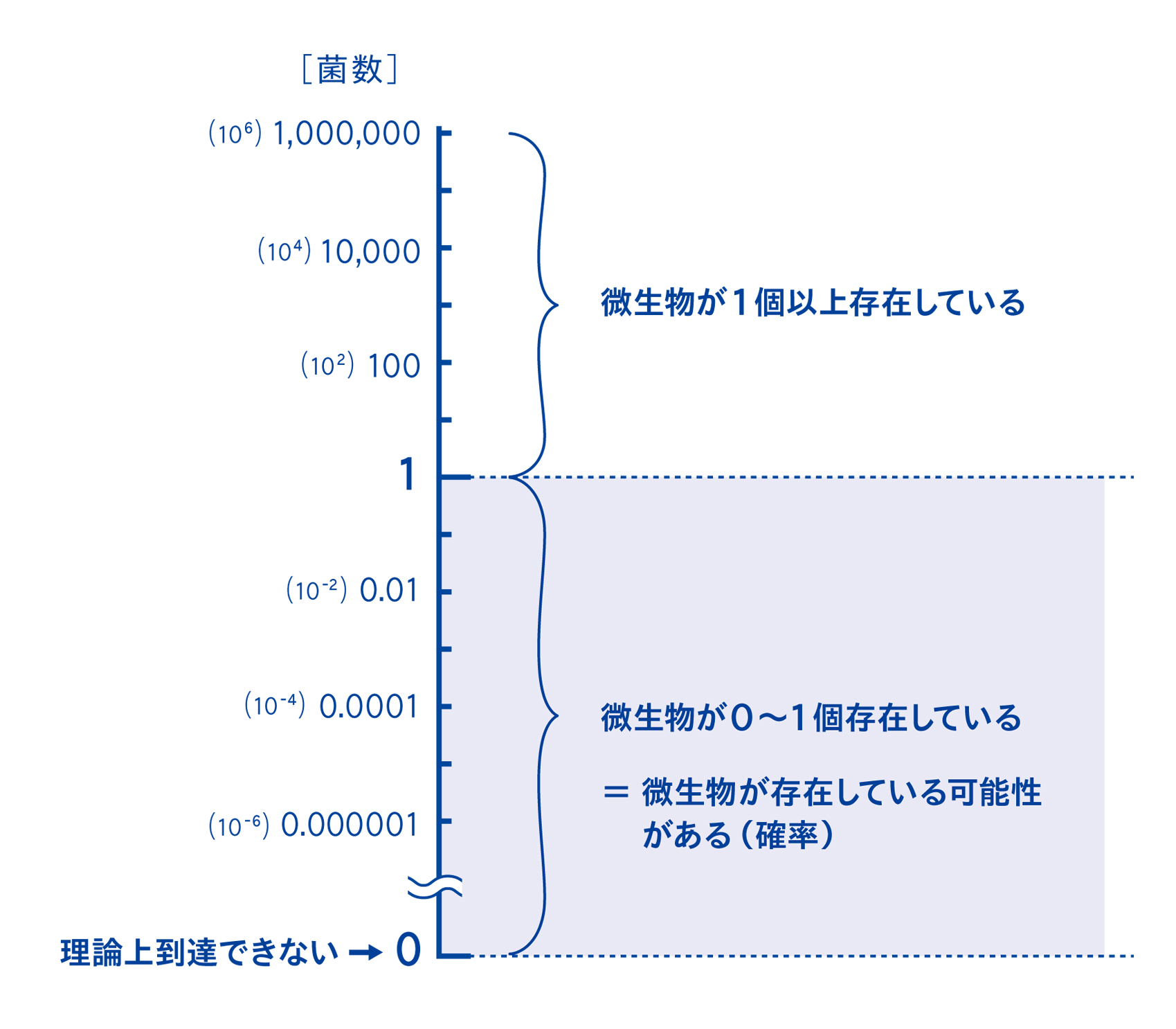
なぜ「無菌状態」ではなく「無菌と判断できる状態」なのかというと、医療機器の滅菌においては、微生物が0個の完全な無菌状態を理論上保証することができないからです。
「無菌と判断できる状態」は、どれくらい完全な無菌状態に近いかで判断します。
完全な無菌状態(微生物が0個である状態)と、無菌ではない状態(微生物が1個生存している状態)の間は、微生物が1個生存している「確率」と考えます。
例えば、数値が0.1をとった時、「微生物が0.1個生存している状態」という状態は現実的にはありません。そのため、「微生物が1個生存している確率が10%である状態」と考えます。
微生物が0個から1個の間で、微生物が存在している確率を示すのが、無菌性保証水準です。
1-2. 無菌性保証水準は「SAL」(Sterility Assurance Level)とも言う
無菌性保証水準は、英語で”Sterility Assurance Level”と言い、”SAL”と略されます。日本においても、無菌性保証水準のことをSAL(サル)と呼ぶことが一般的です。
1-3. 無菌性保証水準(SAL)は 10⁻ⁿ と表す
無菌性保証水準は、「10⁻ⁿ」のように対数で表すのが一般的です。対数では、例えば「100」を「10²」と表します。微生物が生存する確率が1%(0.01)であれば、対数での表記は10⁻²となります。
| SAL | 菌数(個) | 生きた微生物が存在する確率(%) |
| 10⁻¹ | 0.1 | 10% |
| 10⁻² | 0.01 | 1% |
| 10⁻³ | 0.001 | 0.1% |
| 10⁻⁴ | 0.0001 | 0.01% |
| 10⁻⁵ | 0.00001 | 0.001% |
| 10⁻⁶ | 0.000001 | 0.0001% |
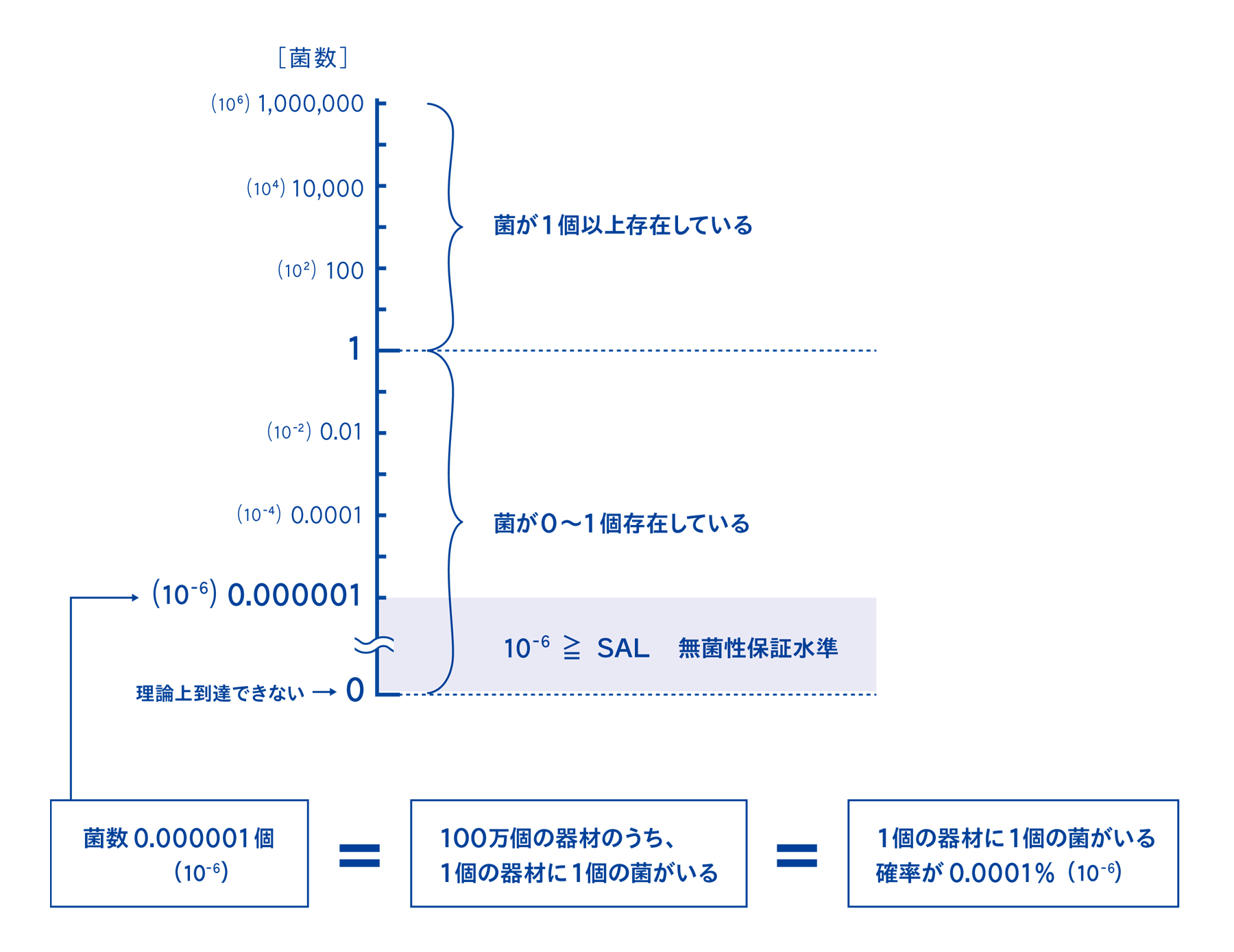
1-4. 医療現場の無菌性保証水準は「SAL≦10⁻⁶」
医療機器の製造や、医療機関で行われる滅菌で求められる無菌性保証水準はSAL≦10⁻⁶です。これはつまり、生育可能な微生物が生存している確率が100万分の1以下である、ということです。
微生物の数が完全なゼロの状態を保証することはできません。どの程度までゼロに近づければ医療現場で許容できるか、多くの機関が協議を重ねました。そしてNASAとWHOの研究結果を基に、「生育可能な微生物が生存している確率が100万分の1以下である時」と定義されました。
この定義は、厚生労働省が発行している日本薬局方で採用されています。EN(欧州標準化委員会)やISO(国際標準化機構)でも採用しており、医療業界の無菌性保証水準(SAL≦10⁻⁶)は世界共通の基準となっています。
1-5. 無菌性保証水準(SAL)をグラフで表す時は対数目盛を使う
無菌性保証水準をグラフで表す時は、対数目盛を用いることが一般的です。それは扱う数字が「10万」「100万分の1」など、非常に大きな数字から非常に小さな数字まで広い範囲になることが多いからです。
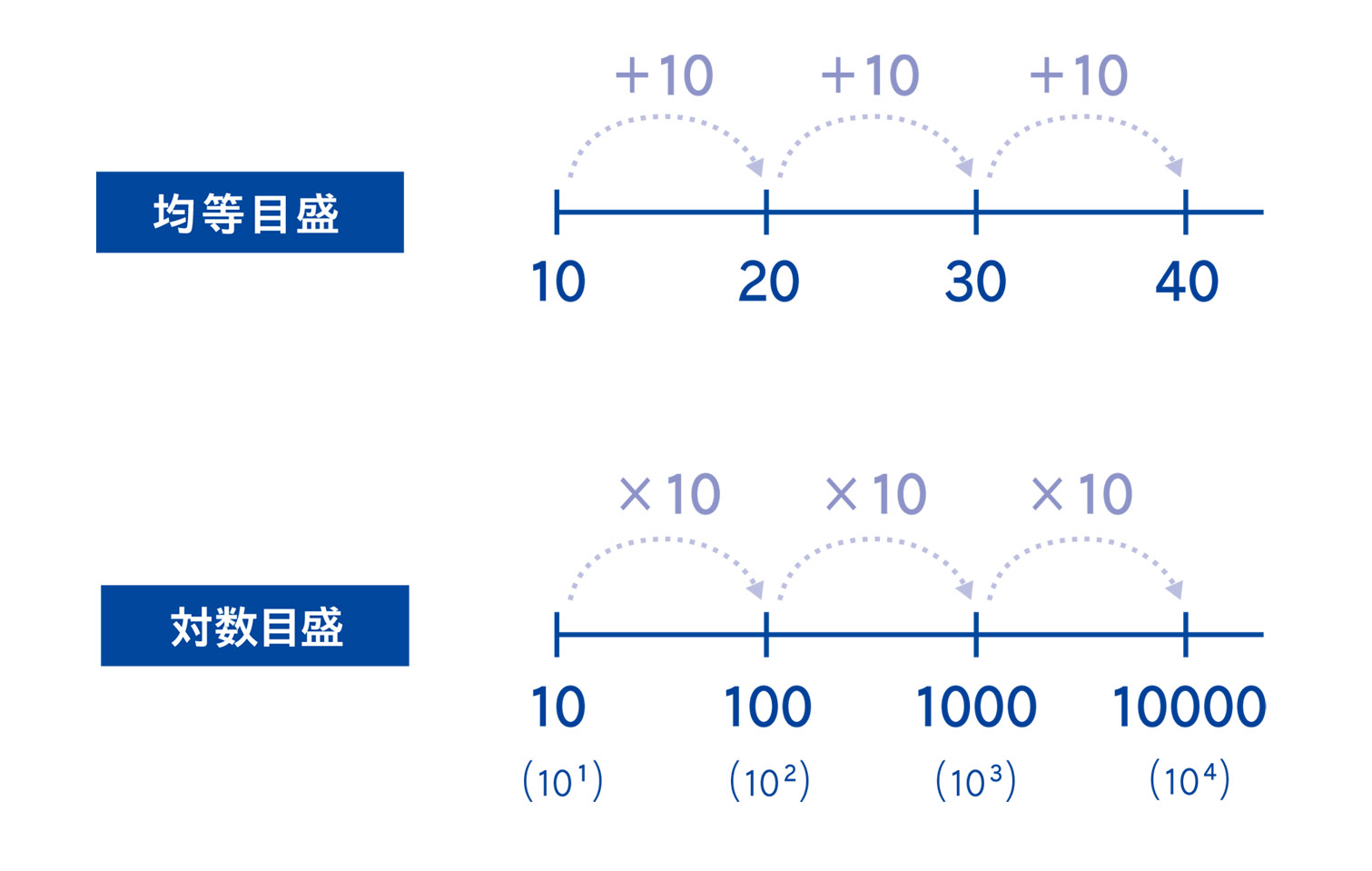
グラフで表す時、通常のグラフ(均等目盛)は、足し算で増えていきますが、対数目盛の場合、掛け算で増えていきます。
実際に、対数で目盛をふったグラフを見てみましょう。下に示した2つの図は、同じ内容を表しています。微生物が100万個生存している状態から、微生物が1個生存している確率が100万分の1になるまで、どれくらい時間がかかるかを示したものです。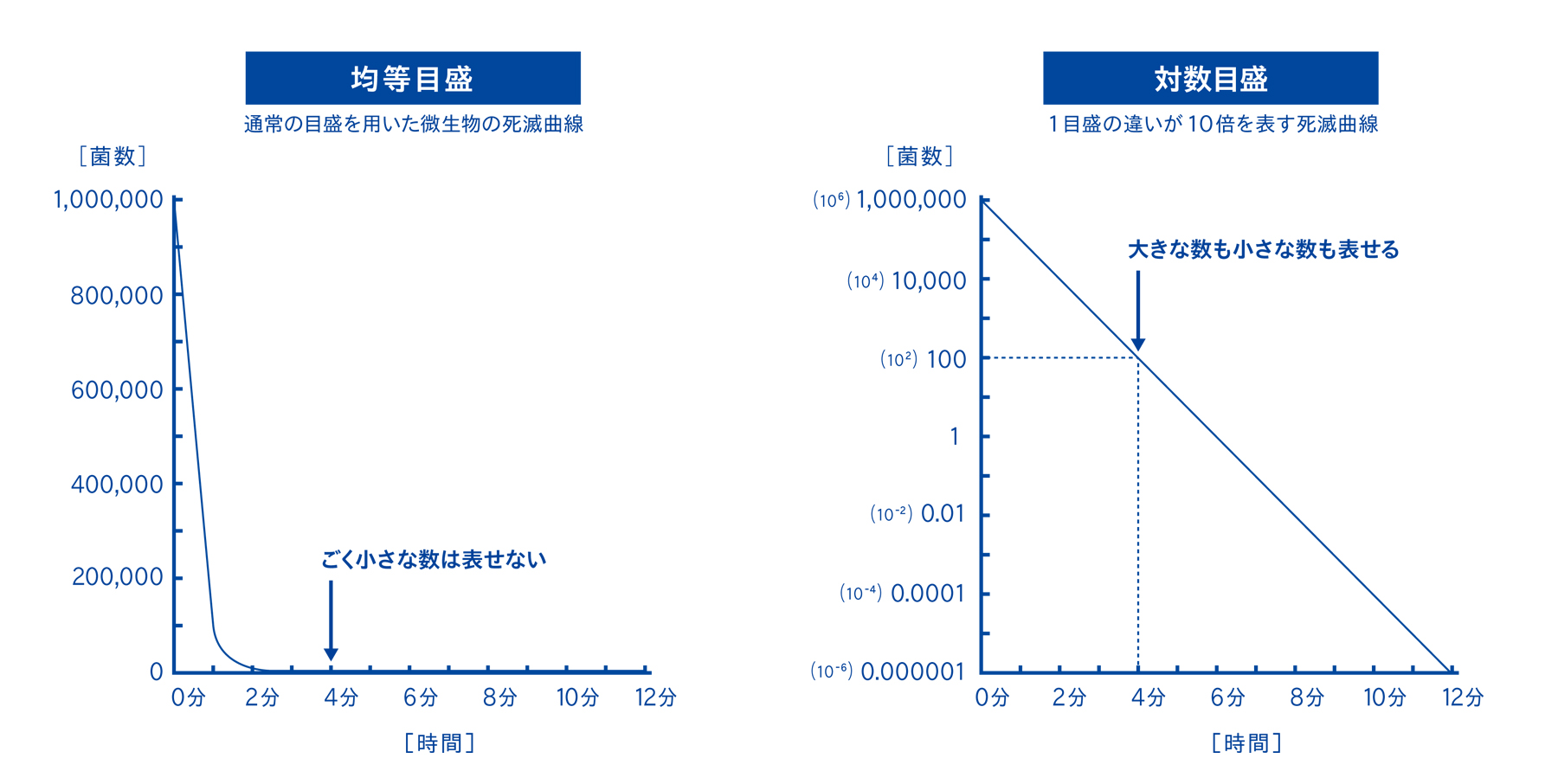
例えば、それぞれの図の[時間]が4分のグラフに注目してください。左側の均等目盛の図では、微生物の数がゼロに見えますが、右側の対数目盛の図では、微生物の数が100であることがわかります。このように、非常に大きな数も小さな数もバランスよく表せるのが、対数目盛の特徴です。
2. 無菌性保証水準(SAL)を理解するために覚えておきたい関連用語
無菌性保証水準は確率であるというお話をしました。ここからは、無菌性保証水準を達成するために必要な滅菌条件、つまり具体的な滅菌時間などを計算する時に使う用語を解説します。
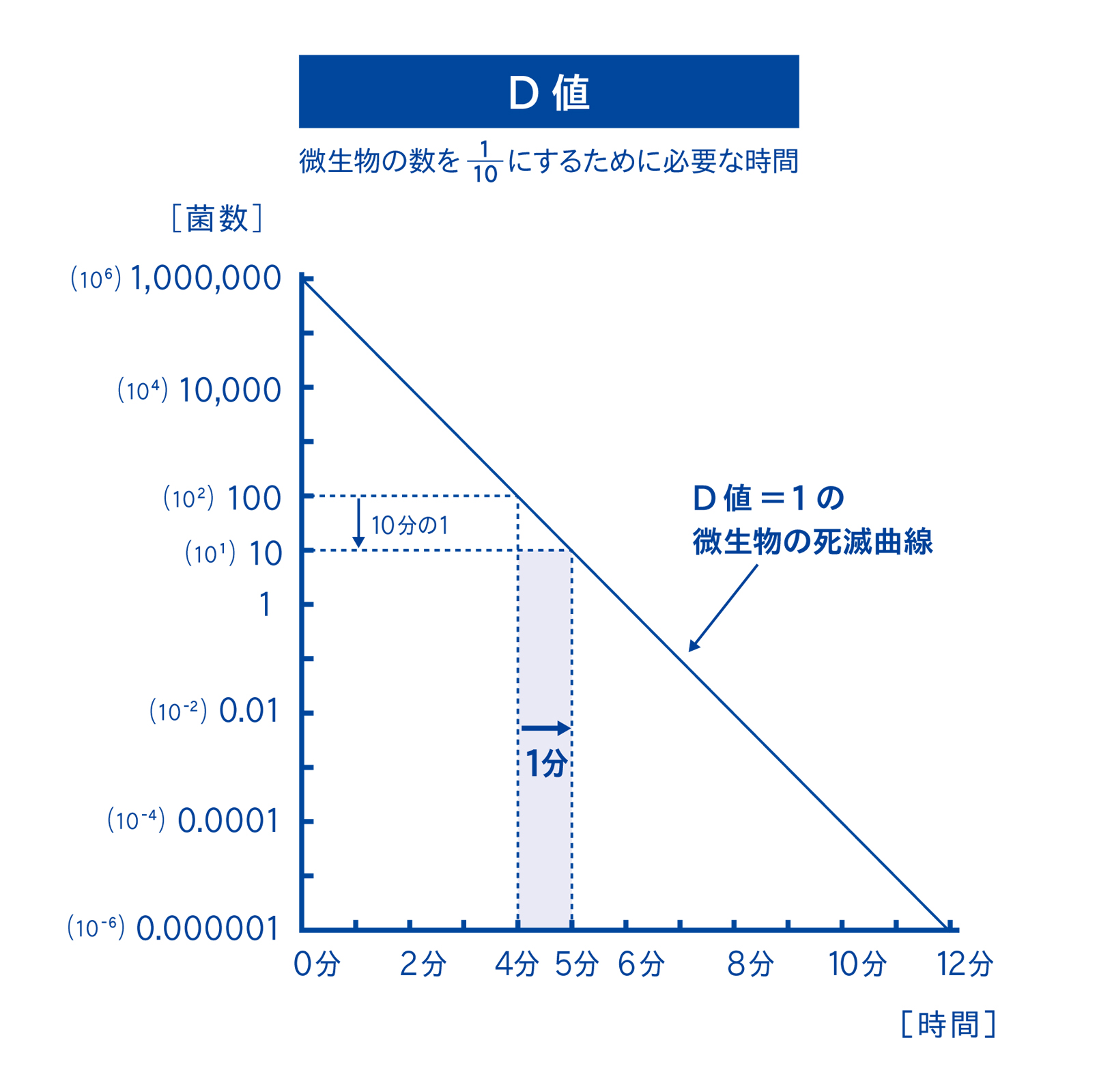
2-1. D値:微生物の数を10分の1にするために必要な時間(分)
ある一定の温度条件で、微生物の数を10分の1にするために必要な時間を「D値」と呼びます。下の図の場合、菌数を100から10に減らすためには、1分の時間が必要です。この場合、D値=1分となります。
2-2. D値はその微生物の熱耐性(死滅しづらさ)を表す
| 微生物名 | D₁₂₁(分) |
| ボツリヌス菌 | 0.204 |
| スポロゲネス菌 | 0.8 – 1.4 |
| ジオバチルス・ステアロサーモフィラス | 2.0 |
| バチルス・アトロファエウス | 0.5 |
| セレウス菌 | 0.007 |
D値は微生物ごとに異なります。上の表は、高圧蒸気滅菌(121℃)の場合の各微生物のD値を示したものです。神経中毒疾患の原因となるボツリヌス菌のD値は0.204,食中毒の原因となるセレウス菌のD値は0.007です。ボツリヌス菌の方がセレウス菌より高いD値となっています。
D値が高いということは、その微生物の数を10分の1にするために必要な時間が長い、ということです。つまり、熱耐性が高く、死滅しづらいことを意味します。
121℃において最もD値が高いのは、ジオバチルス・ステアロサーモフィラスです。最も熱耐性が高く死滅しづらいことから、高圧蒸気滅菌のバイオロジカルインジケータ(BI)の指標菌に採用されています。

GKE社製のバイオロジカルインジケータ(BI)
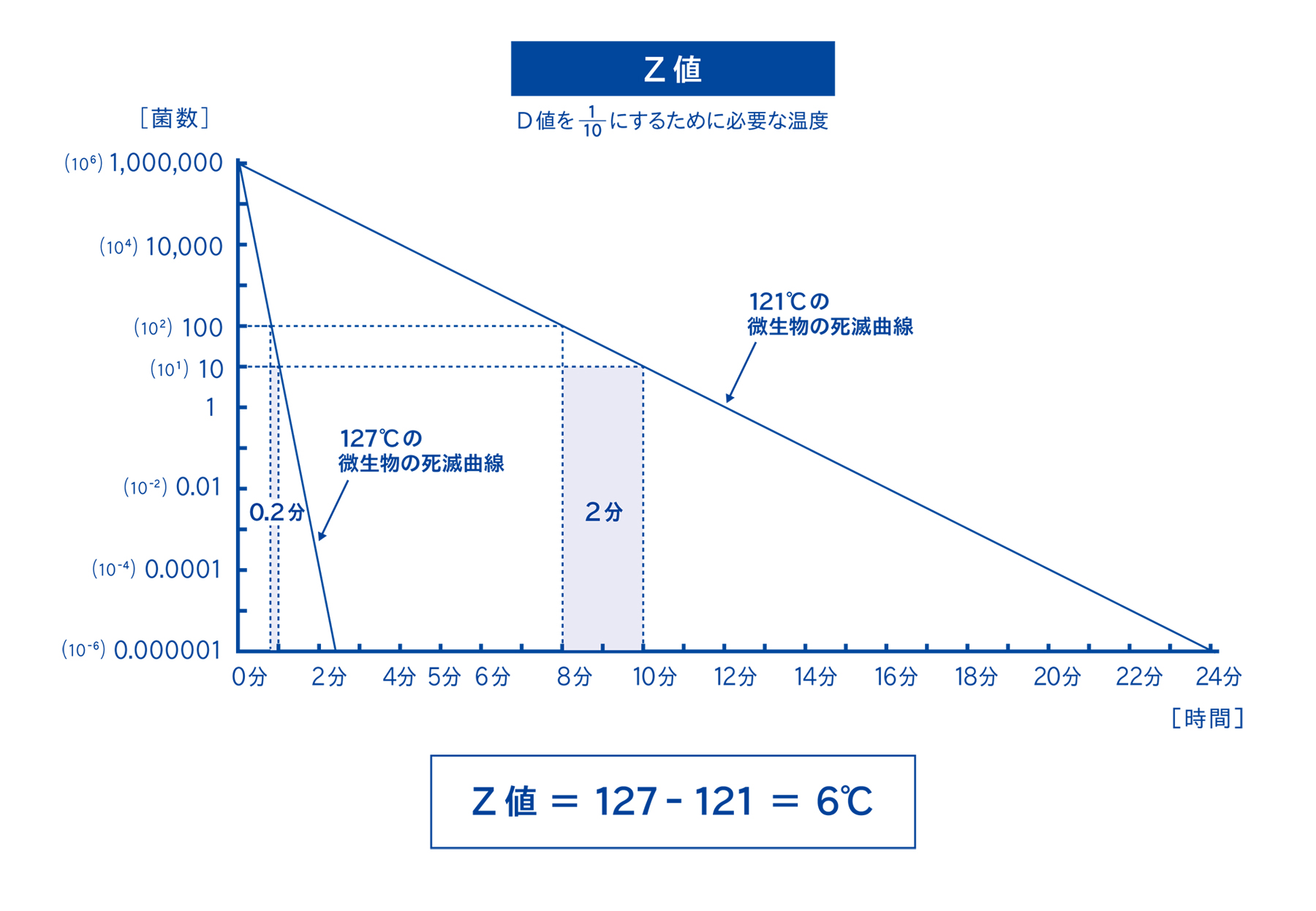
2-3. Z値:D値を10分の1にするために必要な加熱温度差(℃)
D値を10分の1にするために必要な加熱温度差を「Z値」と呼びます。なお、温度は摂氏を用います。
下の図は、ジオバチルス・ステアロサーモフィラスの死滅曲線を示した図です。121℃で滅菌した場合、SAL≦10⁻⁶の達成に24分かかり、127℃では2.4分かかる死滅曲線があります。この時、121℃の場合のD値は2分ですが、温度を127℃まで上げるとD値は0.2分となっています。この場合、D値を10分の1にするために必要な温度であるZ値は、127℃-121℃=6℃となります。
2-4. Z値はBIの分析証明書に載っている数値
Z値は、バイオロジカルインジケータ(BI)の分析証明書(COA)に記載されている数値のひとつです。
BIは、ロットによって入っている微生物の数やD値などが異なるため、詳細が分析証明書に記載されています。

GKE社製のBIとその分析証明書。画面下部にD値やZ値などの記載がある
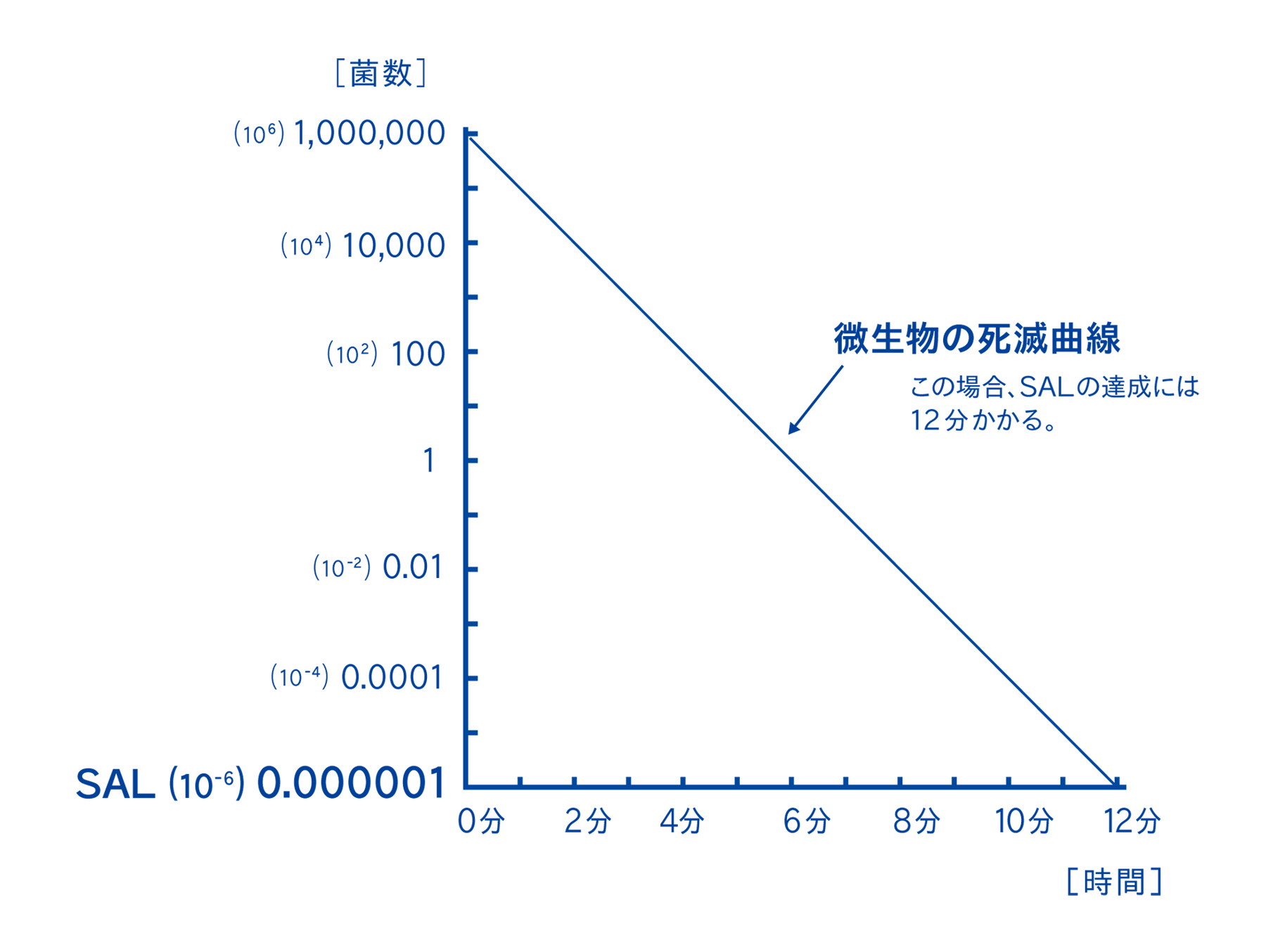
2-5. F値:特定の温度・滅菌剤で無菌性保証水準を達成するために必要な時間(分)
特定の温度と滅菌剤で滅菌した際に、無菌性保証水準を達成するのに必要な時間を「F値」と呼びます。
D値1分の微生物100万個を蒸気に暴露した場合、その数は、1分後には10万個、6分後には1個、そして12分後には無菌性保証水準の10⁻⁶を達成します。この場合、滅菌を達成するのに必要な時間(F値)は、12×D=12×1=12(分)となります。
なお、蒸気滅菌の一般的な滅菌条件(F値)は下表のとおりとされています。

3. 実際に無菌性保証水準(SAL)を達成するための温度・時間の算出方法
この章では、医療現場の無菌性保証水準(SAL≦10⁻⁶)を達成するために、実際に行う滅菌の温度や時間を計算する方法を5つ紹介します。
3-1. 前提①:高圧蒸気滅菌の滅菌条件は、121℃/15分、134℃/3分
高圧蒸気滅菌における一般的な滅菌時間(SALを達成するのに必要な時間)は、121℃の飽和蒸気であれば15分、134℃の飽和蒸気であれば3分間です。それぞれの温度で定められた時間のあいだ蒸気が暴露すれば、医療機器は滅菌されたとみなすことができます。この定義は、国際規格ISO/TS 17665-2に記載されています。
蒸気滅菌条件(ISO/TS 17665-2)
| 滅菌温度 | 保持時間 |
| 121℃ | 15分 |
| 126℃ | 10分 |
| 134℃ | 3分 |
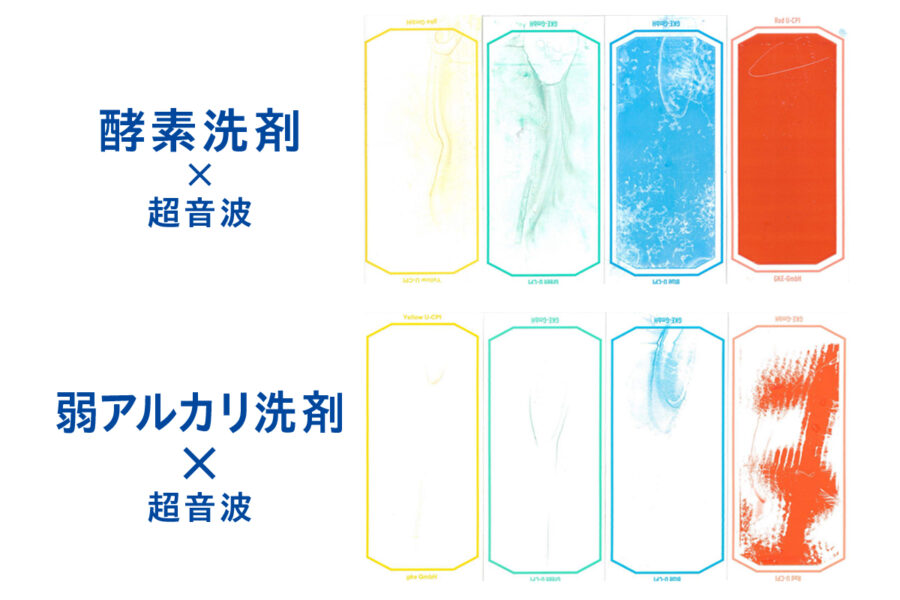
3-2. 前提②:滅菌条件は全ての器材表面で達成する必要がある
121℃/15分、134℃/3分といった一般的な滅菌条件は、滅菌する個々の器材の「全ての表面において」達成する必要があります。
滅菌器の設定を121℃/15分にしても、全ての器材表面に121℃の蒸気が15分間曝露するとは限りません。滅菌器の庫内は場所によって温度差が生じますし、包装形態によっては包装内部の温度が上がりにくくなるからです。
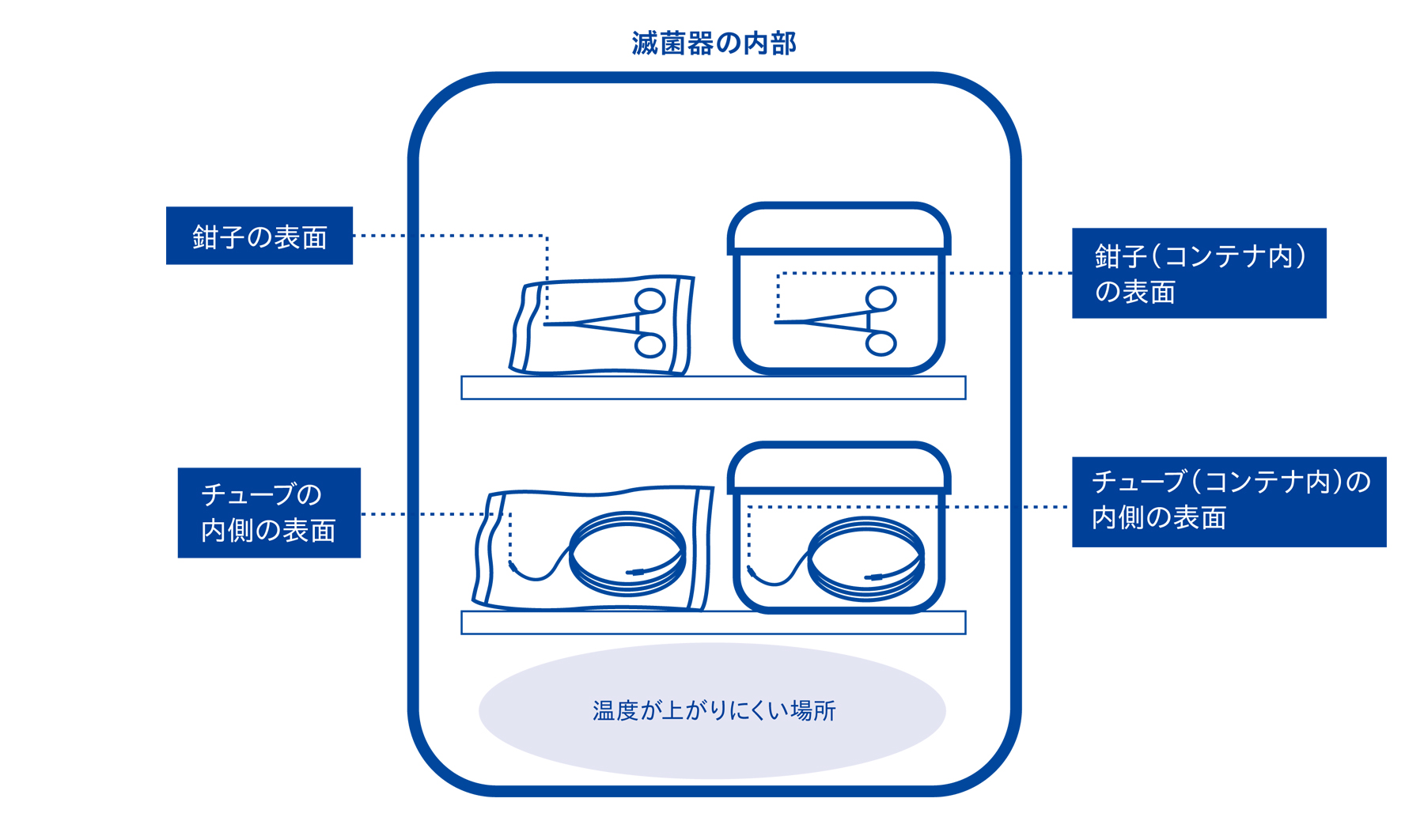
上の図で示した4か所の表面は、全て温度と保持時間が異なる可能性があります。滅菌器内の最も温度が上がりにくい場所に置かれたり、コンテナなどで包装された場合、滅菌器の設定を121℃/15分にしても、器材表面で121℃の蒸気が15分間曝露しておらず、十分な滅菌ができていない可能性があります。
そのため、滅菌器内のどこに置かれたどんな器材表面も、必要な滅菌温度に達し、必要な保持時間のあいだそれを維持できるよう、実際に行う滅菌の温度と時間を考える必要があります。
3-3. 前提③:滅菌する器材の取扱説明書や添付文書の情報を確認する
日本医療機器学会が発行している『医療現場における滅菌保証のガイドライン 2021』では、どの温度で何分滅菌するかは、滅菌する器材の取扱説明書や添付文書を参考にすることを推奨しています。取扱説明書や添付文書には、対応している滅菌方法と滅菌条件が記載されています。
例えば、121℃の熱には耐えられるが、134℃の熱では劣化・破損してしまう医療機器があります。その場合、一般的な高圧蒸気滅菌の滅菌条件のうち、121℃で滅菌する必要があります。
3-4. 実際に滅菌する温度・時間を算出する方法は5つある
医療機器を滅菌する際は、滅菌する全ての器材がSAL≦10⁻⁶を達成できる温度と時間を設定する必要があります。SAL≦10⁻⁶を達成できているかを判断する方法は、まず大きく分けて2つあります。器材の温度を実際に測定する「物理的方法」と、生物学的インジケータ(BI)の死滅状態から推測する「微生物学的方法」です。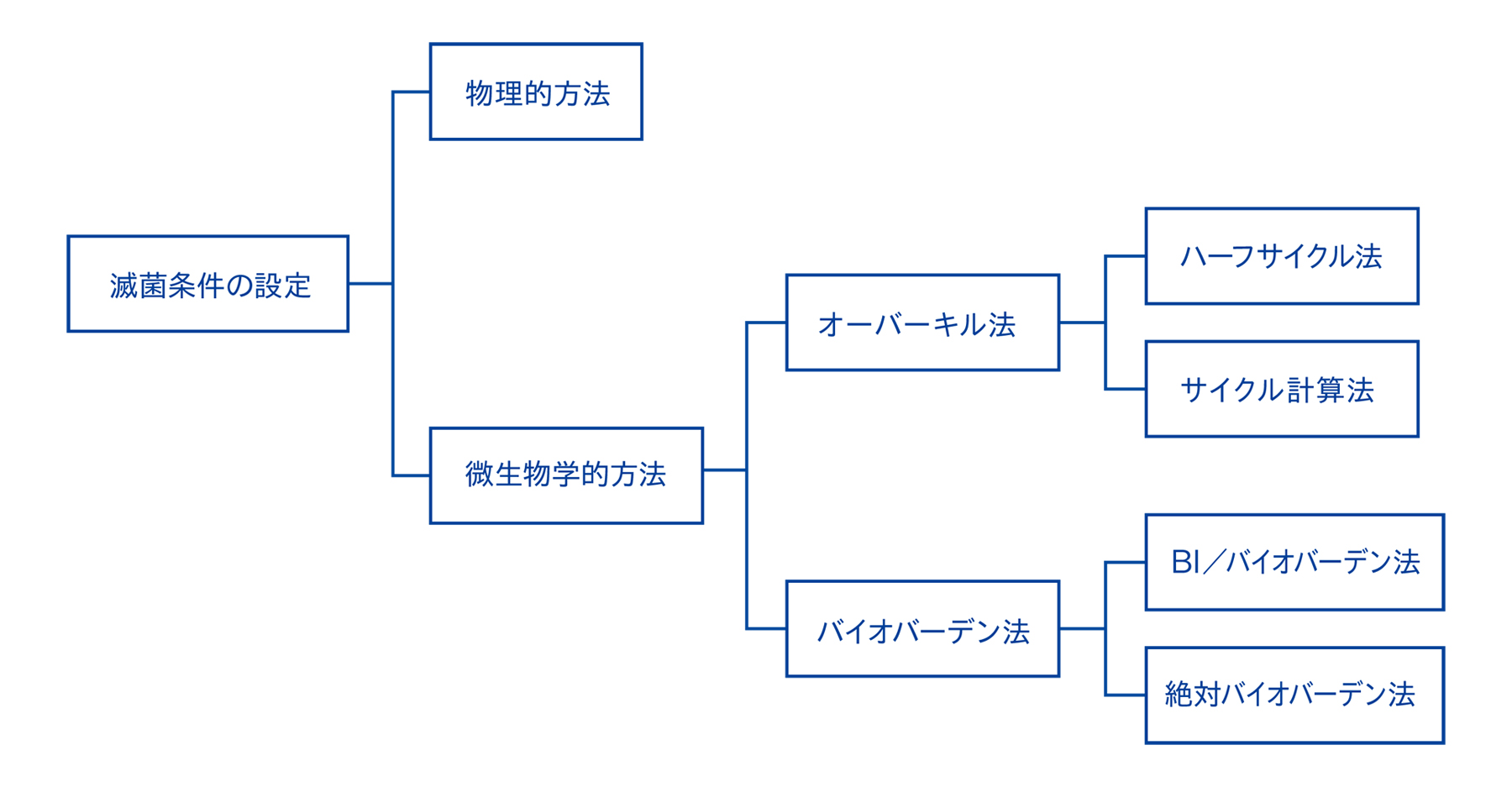
「微生物学的方法」はさらに、オーバーキル法とバイオバーデン法に分類されます。
オーバーキル法は、安全をみて通常存在すると推定される微生物の量よりもはるかに多い微生物を死滅させられる条件で滅菌するべきという考え方です。オーバーキル法に属する理論として、「ハーフサイクル法」と「サイクル計算法」があります。
バイオバーデン法は、通常存在すると推定される微生物の量に基づいて滅菌条件を設定する考え方です。バイオバーデン法に属する理論として、「BI/バイオバーデン法」と「絶対バイオバーデン法」があります。
「物理的方法」「ハーフサイクル法」「サイクル計算法」「BI/バイオバーデン法」「絶対バイオバーデン法」この5つのいずれかを用いて、何度で何分滅菌すればよいかを決定します。
3-5. ① 物理的方法:データロガーによる温度測定とBIの判定結果を基に検証する
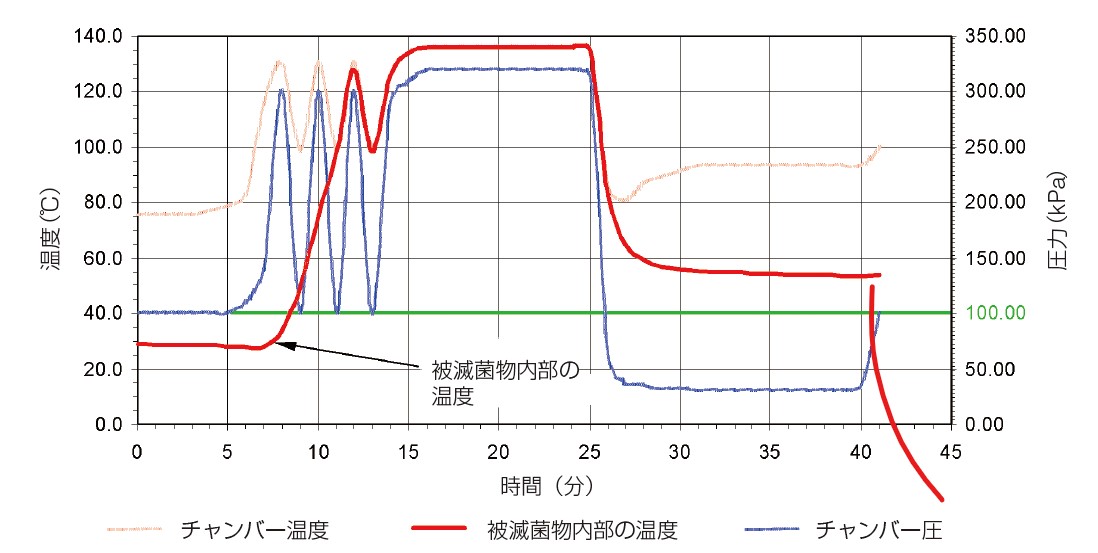
データロガーと呼ばれる測定器を使用して、器材表面が必要な滅菌条件(滅菌温度・保持時間)を達成していること、ISO11138-3に準拠したBIが全死滅していることを確認して、滅菌時間を決める方法です。
通常、医療機器の内部の表面(被滅菌物/下の表の赤い線)は、滅菌器内(チャンバー/下の表のピンクの線)よりも遅れて温度上昇します。そのため、滅菌器から出力されるチャンバー内のデータだけではなく、実際の医療機器の内部の滅菌温度をデータロガーを使用して計測し、必要な滅菌条件(134℃/3分など)を達成しているかを確認します。
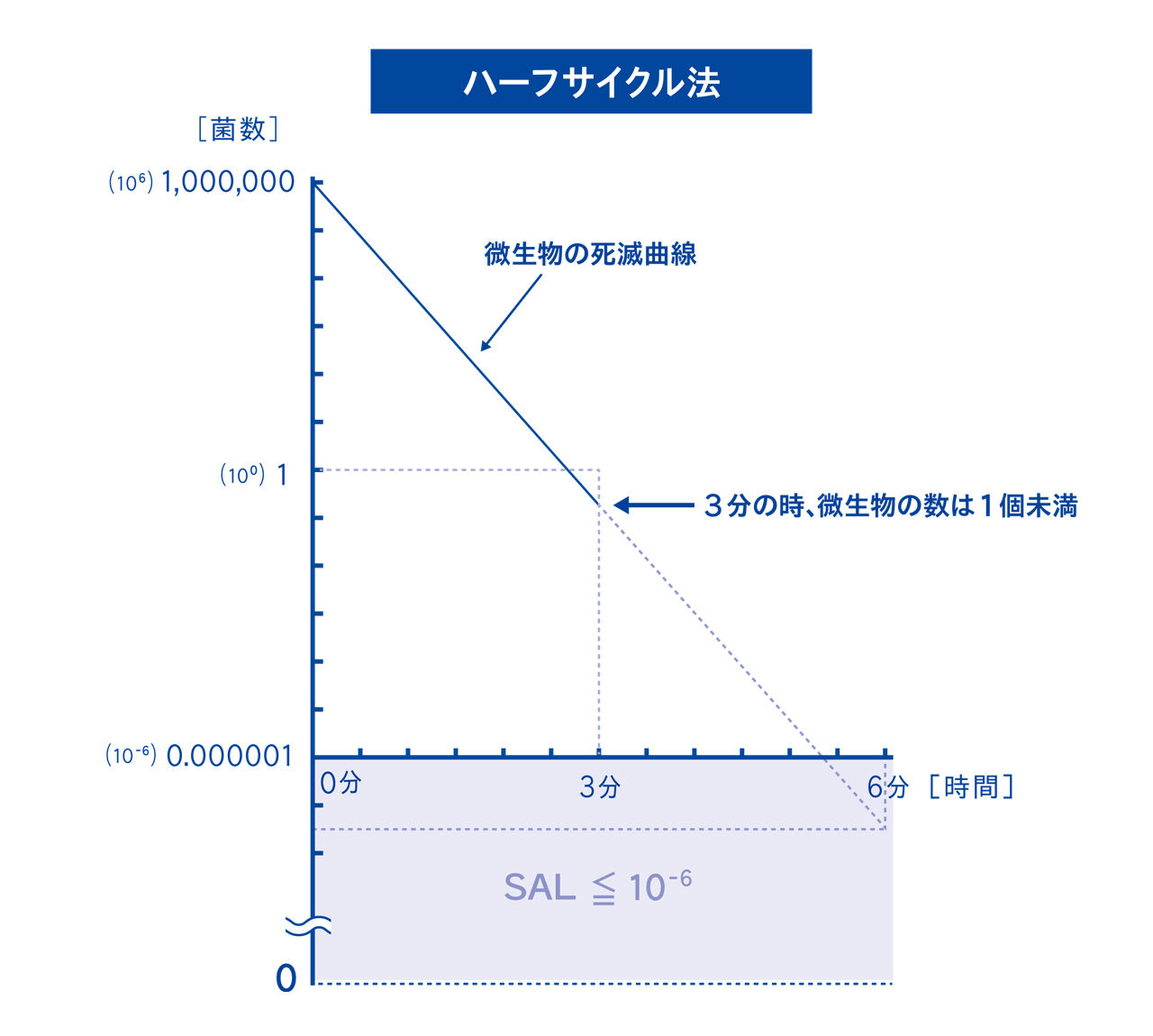
3-6. ② ハーフサイクル法:BIが全死滅する時間を基に滅菌時間を決める
オーバーキル法の1つで、10⁶以上菌数のBIを挿入したPCD(工程試験用具)を滅菌し、BIが全致死する時間を確認し、その2倍の時間を滅菌時間とする方法です。
例えば、菌数が10⁶個のBIが3分で全致死したのであれば、その2倍の6分を滅菌時間とします。
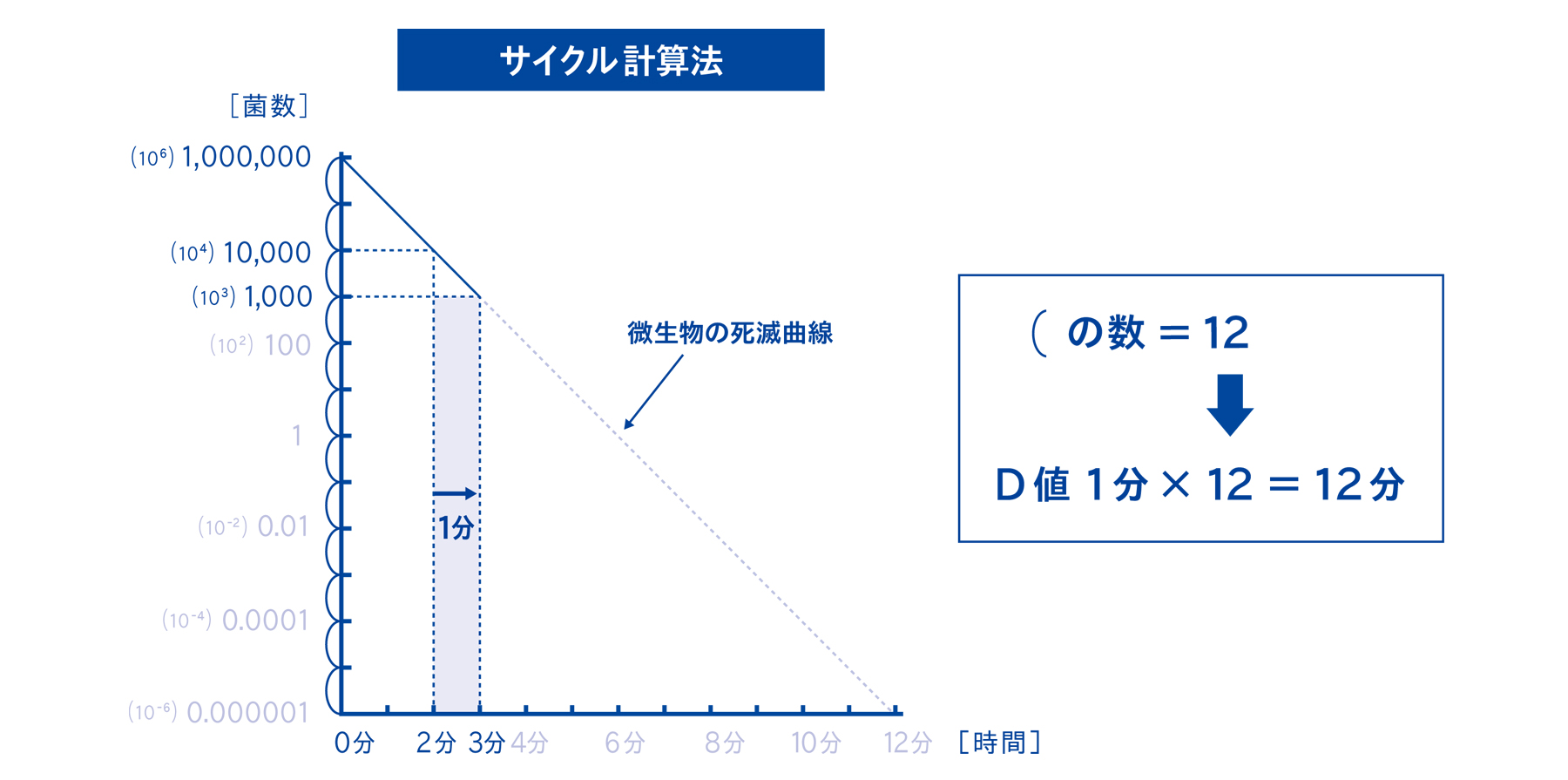
3-7. ③ サイクル計算法:BIのD値を基に滅菌時間を決める
オーバーキル法の1つで、BIを挿入したPCDをBIが一部生存する条件(フラクショナルサイクル)で滅菌し、BIのD値を測定します。その測定されたD値の12倍を滅菌時間とする方法です。
例えば、BIの菌数が10⁶個で、測定されたD値が1分の場合、滅菌時間は1分×12=12分となります。
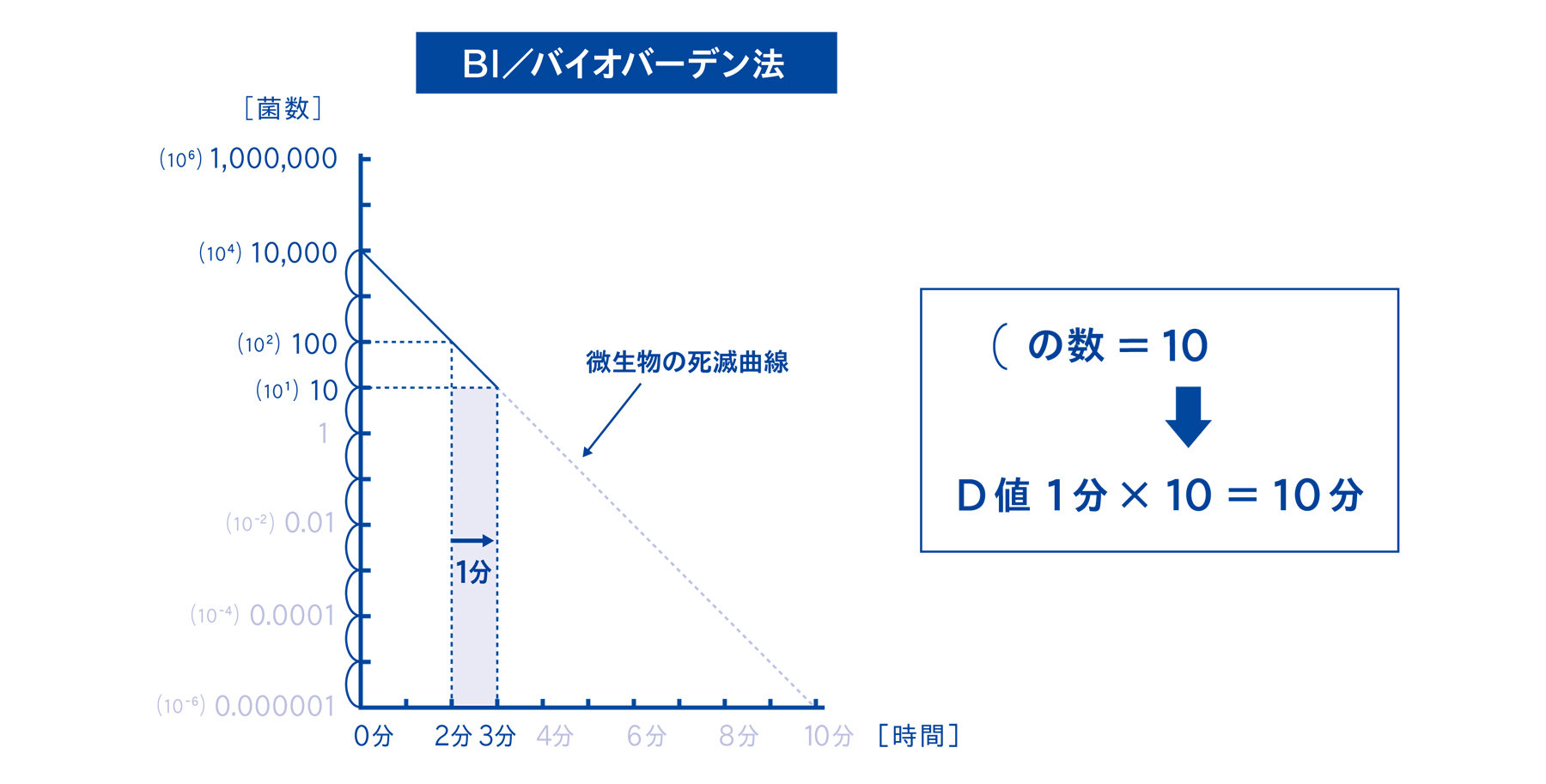
3-8. ④ BI/バイオバーデン法:器材のバイオバーデンより菌数/D値が高い市販のBIを使用する
器材のバイオバーデン(菌数/D値)を測定して、それよりも菌数およびD値が高い市販のBIを選定します。そのBIを挿入したPCDをフラクショナルサイクルで滅菌して、BIのD値を測定し、SAL≦10⁻⁶となる滅菌時間を計算します。
例えば、器材のバイオバーデンが10³個で、菌数が10⁴個の市販のBIを選定したとします。そのBIのD値が1分の場合、SAL≦10⁻⁶を達成するための滅菌時間は、1分×10=10分となります。
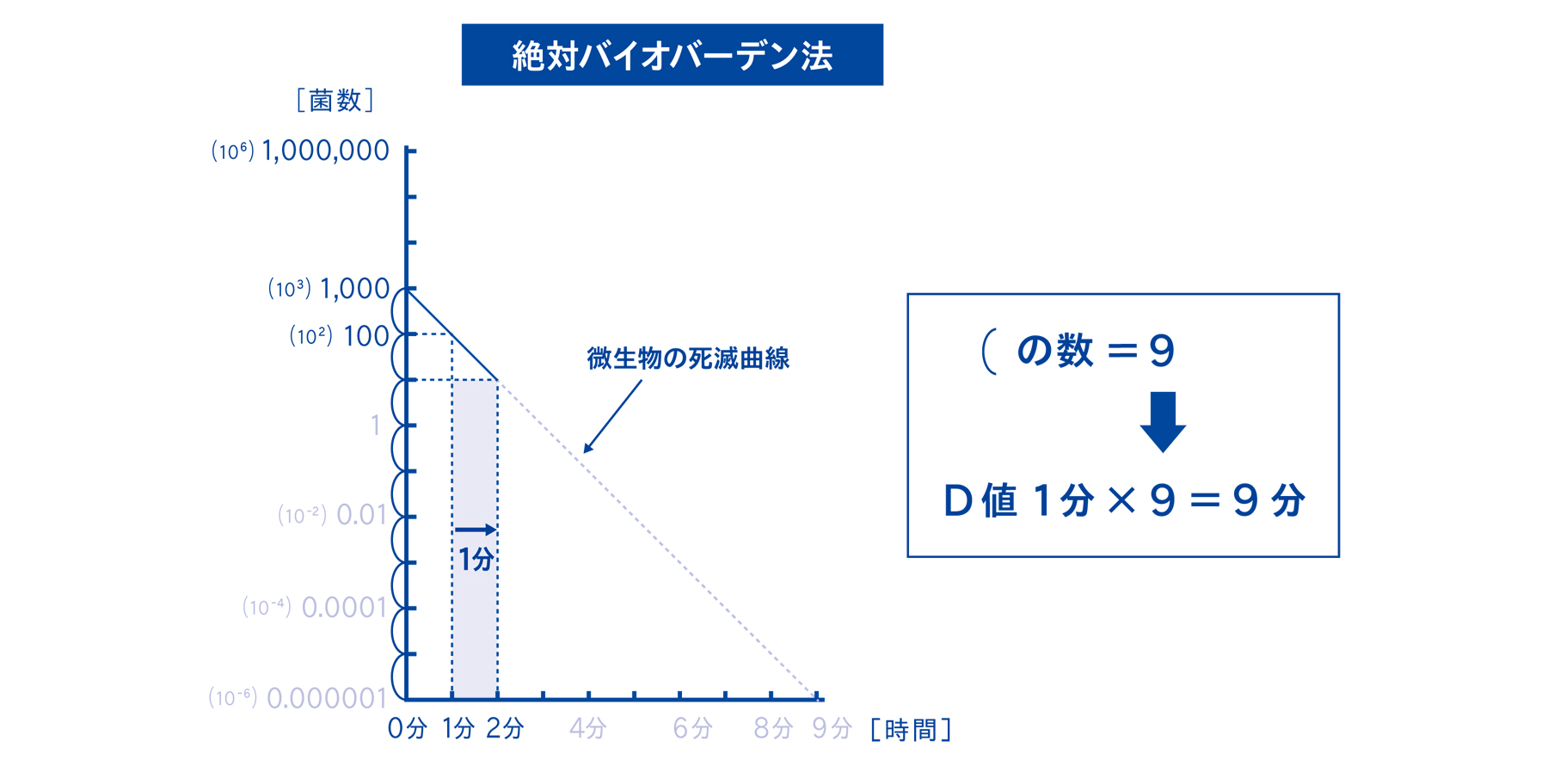
3-9. ⑤ 絶対バイオバーデン法:器材のバイオバーデンより菌数/D値が高いBIを自製する
器材のバイオバーデン(菌数/D値)を測定して、その結果に基づきBIを自製します。そのBIを挿入したPCDをフラクショナルサイクルで滅菌して、BIのD値を測定し、SAL≦10⁻⁶になる滅菌時間を計算します。
例えば、器材のバイオバーデンが10²個で、菌数が10³個のBIを自製したとします。そこで測定されたD値が1分の場合、SAL≦10⁻⁶を達成するための滅菌時間は、1分×9=9分となります。
3-10. 医療機関では物理的方法またはハーフサイクル法が採用されることが一般的
サイクル計算法やBI/バイオバーデン法、絶対バイオバーデン法を実施するには、D値やバイオバーデンの測定が必要となります。医療機関でこれらを実施するのは困難であることから、医療機関では物理的方法やハーフサイクル法を採用することが一般的です。
4. まとめ
いかがでしたでしょうか?
無菌性保証水準(SAL)とは、滅菌後に生育可能な1個の微生物が存在する確率のことを指し、医療機器の滅菌においてはSAL≦10⁻⁶の達成が求められます。
無菌性保証水準に関連する用語として、微生物の数を10分の1にするために必要な時間を指すD値や、D値を10分の1にするために必要な加熱温度差を指すZ値などがあります。
無菌性保証水準を達成するための滅菌条件の設定理論としては、物理的方法やハーフサイクル法、サイクル計算法など5つの考え方がありますが、医療機関では物理的方法またはハーフサイクル法が採用されることが一般的です。
本記事の内容に関するお問合せは、営業担当またはSALWAYウェブサイトのお問合せフォームよりご連絡下さい。