目次
- 1. 高圧蒸気滅菌のPQの流れ
- 1-1. 高圧蒸気滅菌の滅菌保証は、バリデーション×日常モニタリングで実施する
- 1-2. バリデーションは、IQ・OQ・PQの順に実施する
- 1-3. PQは製品ファミリーの分類、マスター製品の選定、マスター製品の滅菌確認の順に行う
- 1-3-1. 製品ファミリーの分類では、同じ条件で滅菌する製品群に分ける
- 1-3-2. マスター製品の選定では、製品ファミリーで最も滅菌が難しい製品を特定する
- 1-3-3. マスター製品の選定に苦戦する施設が多い
- 1-4. PQを実施している施設はわずか33.3%
- 1-5. 鴻池メディカルの協力のもと、全国69施設から231個のマスター製品候補を収集
- 1-6. 候補の中から最も滅菌が難しそうな7セットをデータロガーを用いて検証
- 2. マスター製品の温度測定結果
- 3. スラップハンマーの昇温改善方法
- 3-1. ①真空パルス回数を増やすことで、スラップハンマーの昇温が38秒改善
- 3-2. ②器材を斜めに設置することで、スラップハンマーの昇温が5分35秒改善
- 3-3. ③包装材を滅菌バッグにすることで、スラップハンマーの昇温が1分15秒改善
- 3-4. 滅菌条件を工夫することで、特殊な構造の器材の昇温も改善することが可能
- 3-5. 滅菌器の真空工程に関するアンケートも実施
- 3-6. ダイナミックパルス、真空加圧パルス、真空ダイナミックパルスの3パターンが存在
- 3-6-1. ダイナミックパルス
- 3-6-2. 真空加圧パルス
- 3-6-3. 真空ダイナミックパルス
- 3-7. 真空パルス回数は平均2.8回、真空到達圧は平均-0.091MPa
- 4. 日常モニタリングに使用するPCDの選定
- 4-1. 出荷判定には、マスター製品よりも滅菌抵抗性が高いPCDを使用する
- 4-2. マスター製品より滅菌抵抗性が低いPCDでは、根拠ある出荷判定はできない
- 4-3. 当院では、AAMIを参考にした11.3kgのマスター製品を用いてPQを実施
- 4-4. マスター製品とPCDの滅菌抵抗性をDIN58921を参考に検証
- 4-5. コンパクトPCDは重量11.3kgのコンテナ内のラパロ鉗子よりも滅菌抵抗性が高い
- 4-6. スラップハンマー以外の6つのマスター製品よりも、コンパクトPCDの方が昇温が遅い
- 4-7. 蒸気浸透においては、スラップハンマーよりもコンパクトPCDの方が難しい
- 4-8. キャリブレーションの実施は、確実な滅菌保証への第一歩
- 5. まとめ
1. 高圧蒸気滅菌のPQの流れ
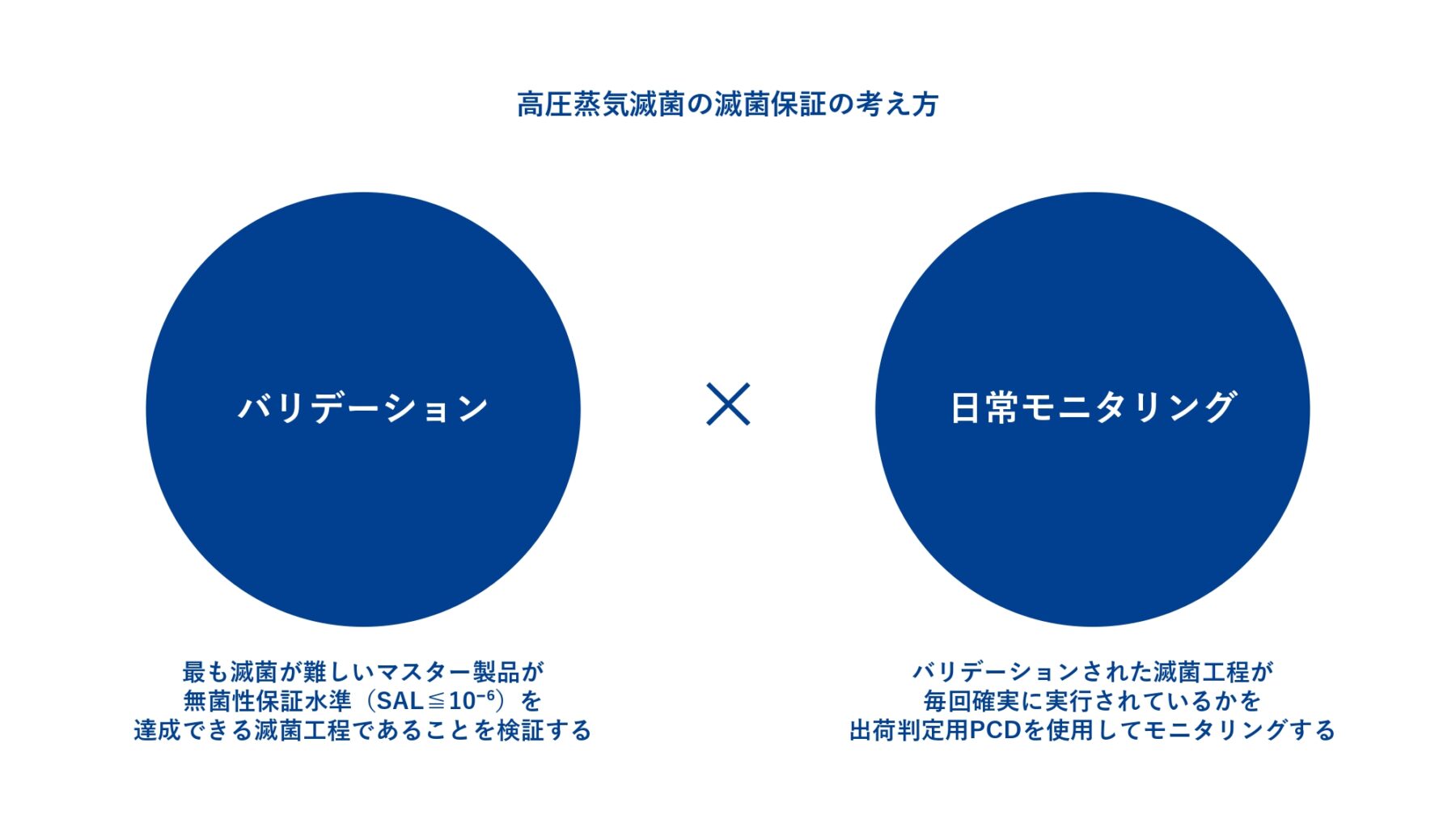
1-1. 高圧蒸気滅菌の滅菌保証は、バリデーション×日常モニタリングで実施する
高圧蒸気滅菌の滅菌保証は、最も滅菌が難しい器材であるマスター製品が無菌性保証水準(SAL≦10⁻⁶)を達成する滅菌工程であることを定期的に検証し(バリデーション)、検証された滅菌工程が毎回繰り返されていることを出荷判定用PCDを使用して確認する(日常モニタリング)ことで保証します。
1-2. バリデーションは、IQ・OQ・PQの順に実施する
バリデーションは3ステップで、IQ(据付時適格性評価)、OQ(運転時適格性評価)、PQ(性能適格性評価)の順番で実施します。本章では、滅菌する器材が無菌性保証水準(SAL≦10⁻⁶)を達成しているかを確認する、PQについて解説します。
医療機関ごとに使用する器材や包装材、滅菌器への積載方法などは異なるため、PQは医療機関が実施する必要があります。

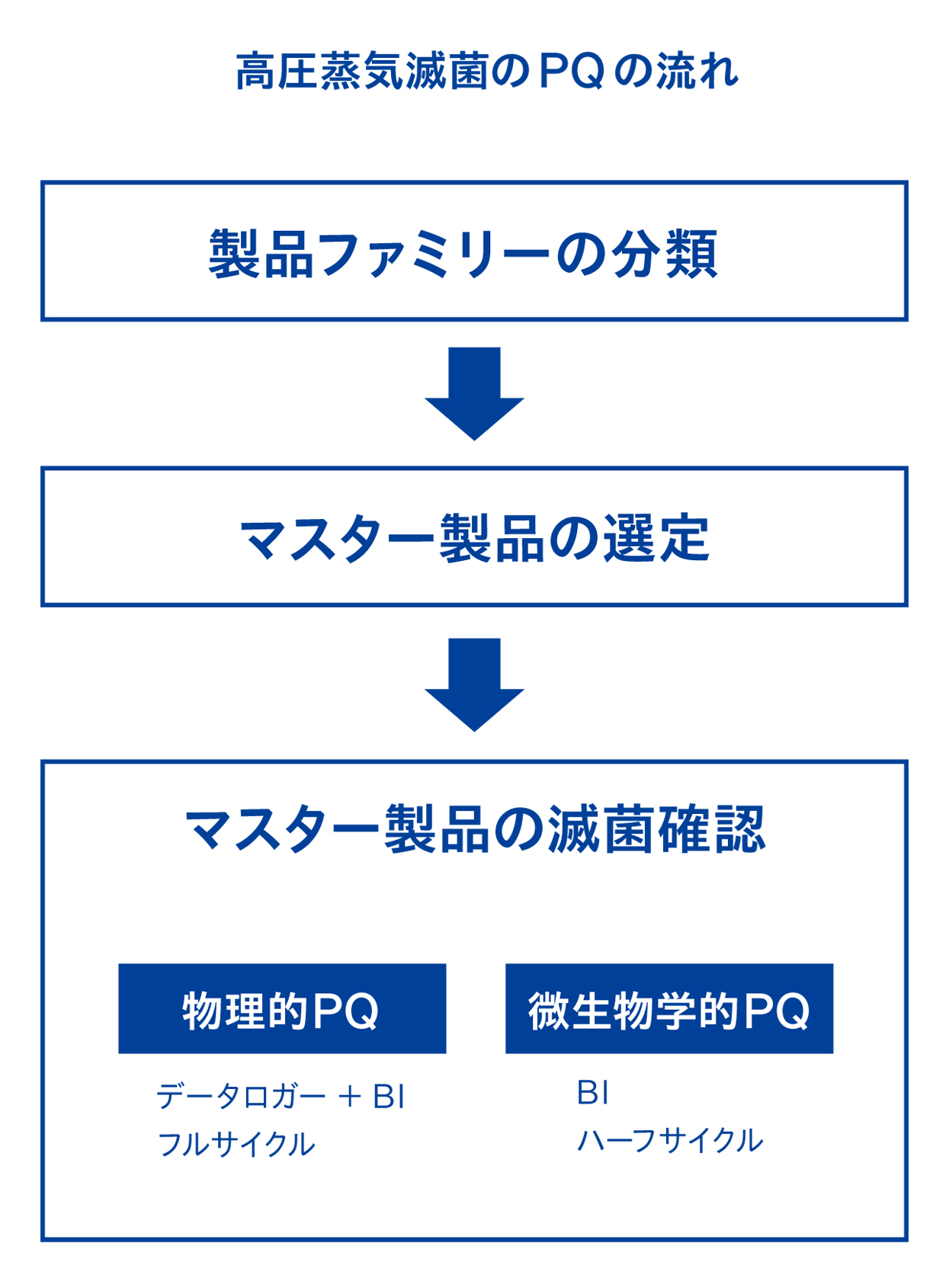
1-3. PQは製品ファミリーの分類、マスター製品の選定、マスター製品の滅菌確認の順に行う
高圧蒸気滅菌のPQは、まず「製品ファミリーの分類」、次に「マスター製品の選定」、最後に「マスター製品の滅菌確認」の順に行います。
1-3-1. 製品ファミリーの分類では、同じ条件で滅菌する製品群に分ける
製品ファミリーの分類は、各器材の添付文書や取り扱い説明書に記載されている滅菌条件を参考に、同じ条件で滅菌する製品群に分けることを指します。
例えば、ある器材の添付文書に「高圧蒸気滅菌の場合、134℃ 3分で滅菌する」と記載されていた場合、同じ滅菌条件(高圧蒸気滅菌、134℃ 3分)が記載されている器材と同じ製品ファミリーとします。
1-3-2. マスター製品の選定では、製品ファミリーで最も滅菌が難しい製品を特定する
製品ファミリー内のマスター製品を選定するには、器材/セットごとに①空気排除の抵抗性、②器材の材質、③包装形態、④重量の4つの観点から点数をつけていきます。

1-3-3. マスター製品の選定に苦戦する施設が多い
1-3-2.で点数付けをして、点数が高いものをマスター製品としますが、同一製品ファミリー内で複数のマスター製品が存在した場合、それらもマスター製品候補として全て滅菌確認する必要があります。
マスター製品の選定を実際にやってみると、複数の候補が存在することが多く、一番滅菌が難しいものを特定するのに苦戦する医療機関が多いようです。
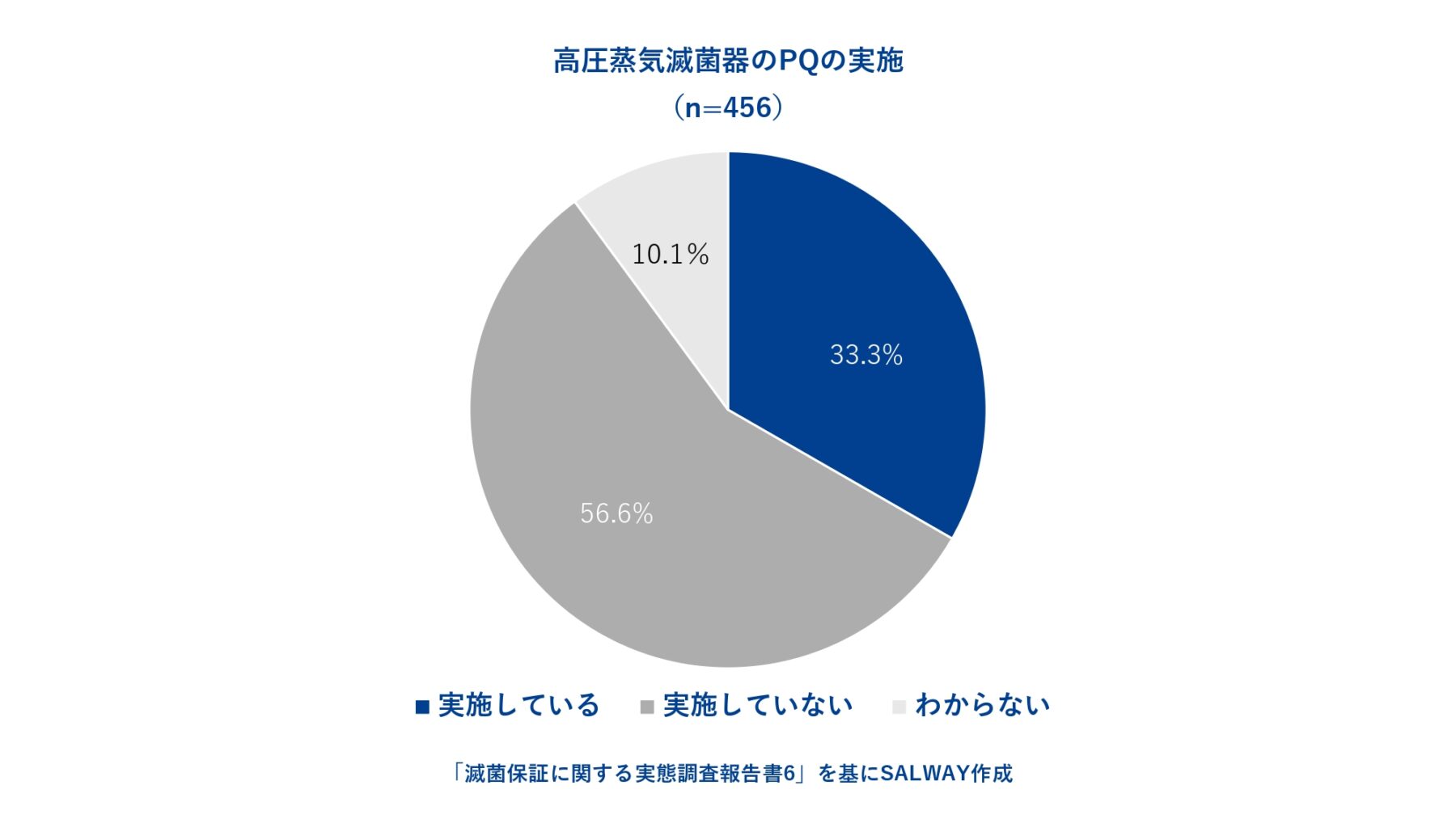
1-4. PQを実施している施設はわずか33.3%
「滅菌保証に関する実態調査報告書6」によると、高圧蒸気滅菌器のPQを実施していると回答した施設は、わずか33.3%でした。
バリデーションを実施する際の課題としては、「実施方法がわからない」「作業に割ける時間的余裕がない」「必要な器具や道具がない」という回答が多く見られます。
1-5. 鴻池メディカルの協力のもと、全国69施設から231個のマスター製品候補を収集

そこで今回、滅菌受託企業である鴻池メディカルにご協力いただき、情報提供の許可を頂いた受託先医療機関のマスター製品候補の情報を収集し、可能な限り一斉に検証することにしました。
全国69施設から、合計231個ものマスター製品候補が集まりました。

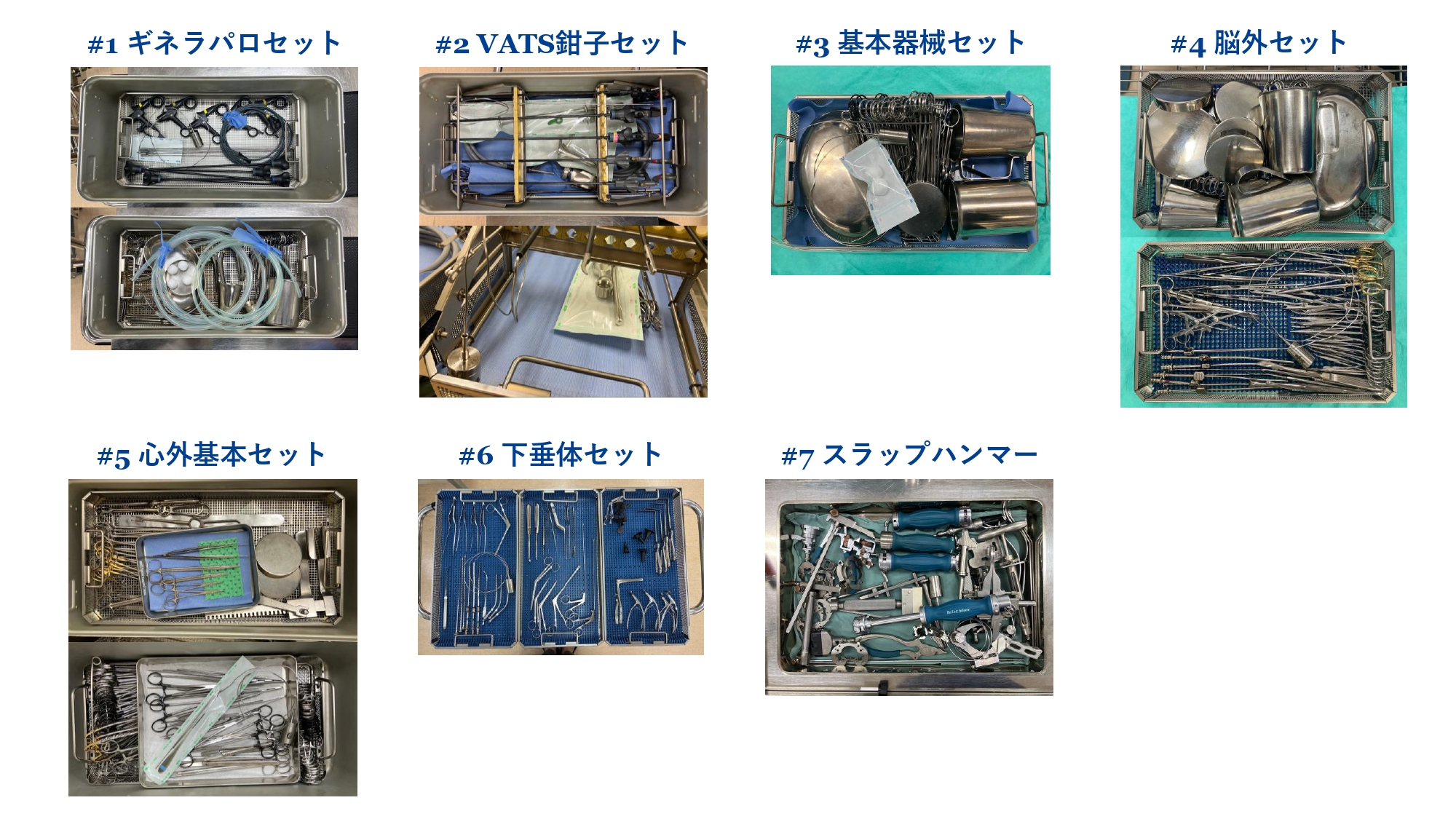
1-6. 候補の中から最も滅菌が難しそうな7セットをデータロガーを用いて検証
すべてのマスター製品候補を検証することは困難であったため、231個のマスター製品候補を①空気排除の抵抗性、②器材の材質、③包装形態、④重量の観点から点数付けし、点数の高い上位7製品を検証しました。
| # | 検証対象 | 測定ポイント |
| 1 | ギネラパロセット | 気腹チューブ内 |
| 2 | VATS鉗子セット | ラパロ鉗子内 |
| 3 | 基本器械セット | バスケットに設置したチューブ内 |
| 4 | 脳外セット | 吸引管内 |
| 5 | 心外基本セット | 滅菌バッグ内 |
| 6 | 下垂体セット | 吸引管内 |
| 7 | スラップハンマー | スラップハンマー内 |
2. マスター製品の温度測定結果
2-1. 134℃8分/真空パルス3回/真空到達圧-0.085MPaの滅菌条件で検証を実施
検証試験は、以下の滅菌条件で実施しました。
【滅菌条件】
134℃8分/真空パルス3回/真空到達圧 -0.085MPa
データロガーをマスター製品とコールドスポットの2ヶ所に設置し、滅菌条件である134℃に到達するまでの時間、134℃の保持時間などを比較検証しました。
2-2. マスター製品は庫内よりも平均20.8秒昇温が遅れた
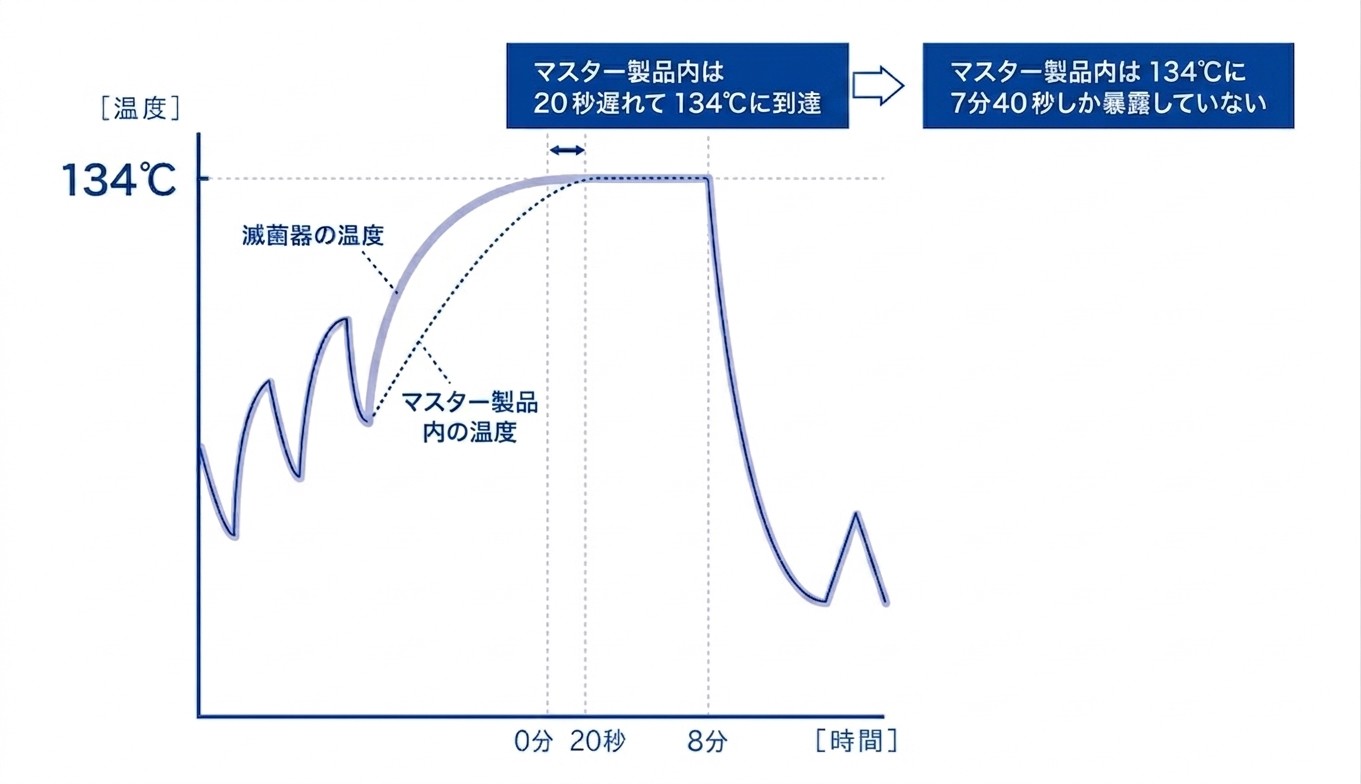
昇温遅れとは、滅菌器庫内とマスター製品が滅菌温度(134℃など)に到達した時間差をさします。下図の例では、滅菌器が134℃に到達してから20秒後にマスター製品内が到達したので、昇温遅れは20秒あったと表現します。滅菌器の設定が134℃8分であっても、マスター製品内は134℃に7分40秒しか曝露していないことになります。
マスター製品と滅菌器庫内の温度上昇を比較した結果がこちらです。心外基本セットは滅菌器庫内と昇温差はありませんでしたが、その他のマスター製品は平均20.8秒、昇温が遅れました。下垂体セットが最も昇温が遅く、庫内より34秒遅れました。
| 滅菌条件:134℃8分/真空パルス3回/真空到達圧-0.085MPa | |||
| # | マスター製品 | 包装 | 昇温遅れ |
| 1 | ギネラパロセット | コンテナ | 18秒 |
| 2 | VATS鉗子セット | コンテナ | 20秒 |
| 3 | 基本器械セット | コンテナ | 8秒 |
| 4 | 脳外セット | コンテナ | 24秒 |
| 5 | 心外基本セット | コンテナ | 0秒 |
| 6 | 下垂体セット | コンテナ | 34秒 |
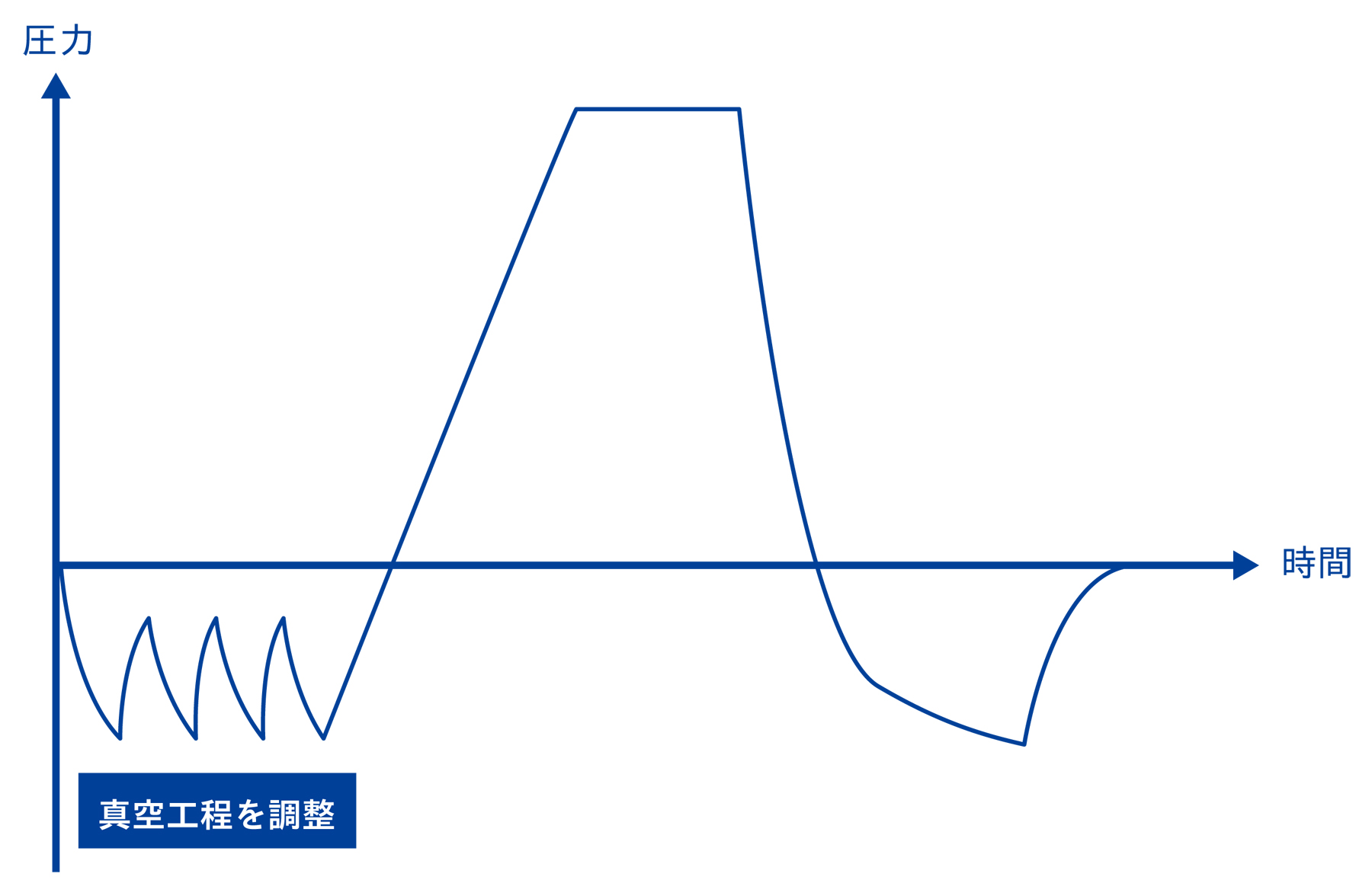
2-3. 真空工程を調整することで、マスター製品の昇温遅れの改善を試みた
マスター製品の昇温を改善する方法として、真空工程の調整があります。本検証では、①真空到達圧の調整と②真空継続時間の設定を行うことで、マスター製品の昇温遅れの改善を試みました。
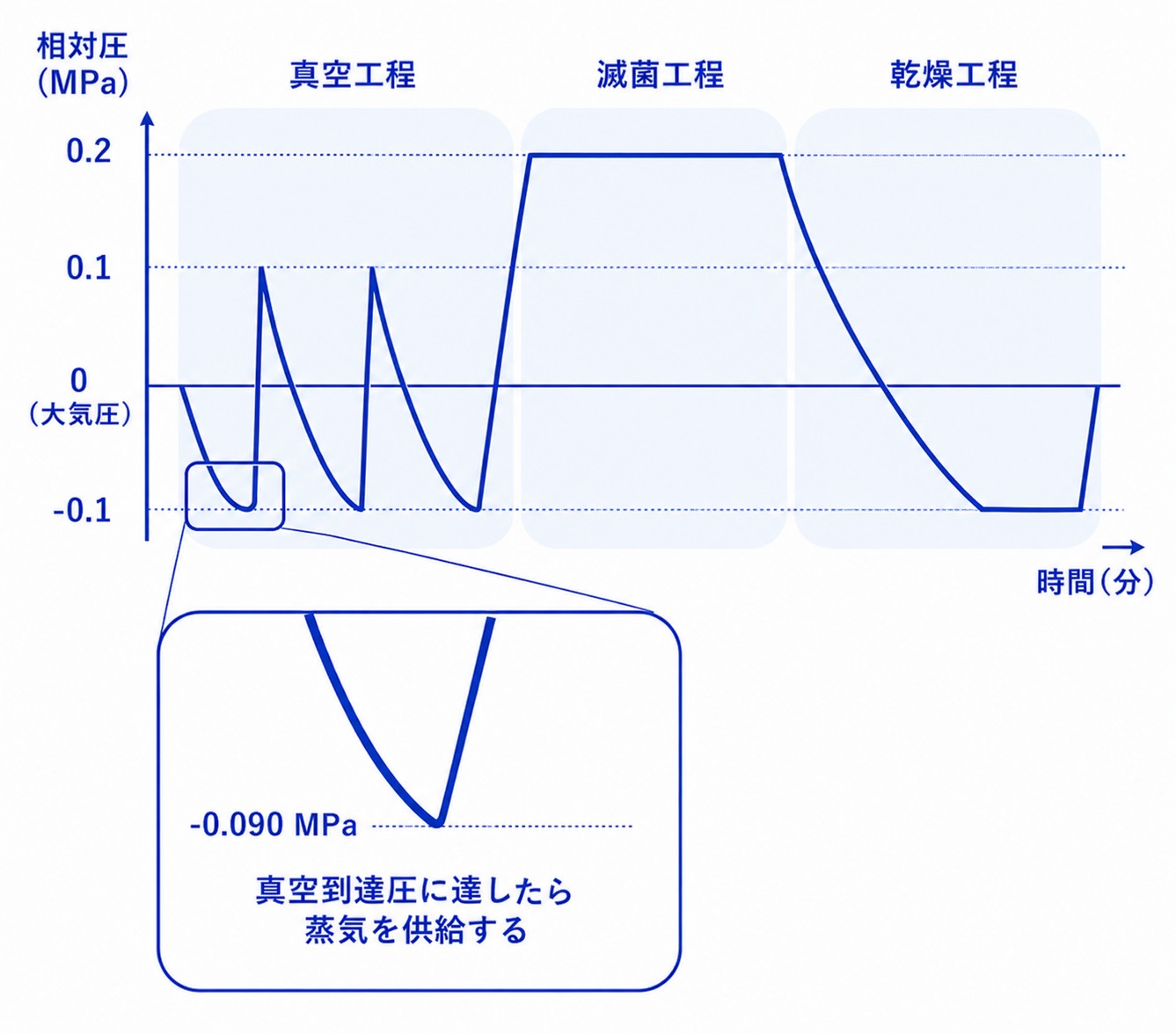
2-3-1. ①真空到達圧の調整
真空到達圧とは、真空工程において滅菌器庫内の圧力をどこまで下げるか(どれだけ空気を抜くか)を示した数値です。相対圧力では大気圧は0MPaとされており、90%の空気が抜けたときは-0.090MPaになります。真空到達度が深い(-0.1MPaに近い)ほど、空気が除去されます。
設定した真空到達圧に到達すると、滅菌器は蒸気の供給を開始します。
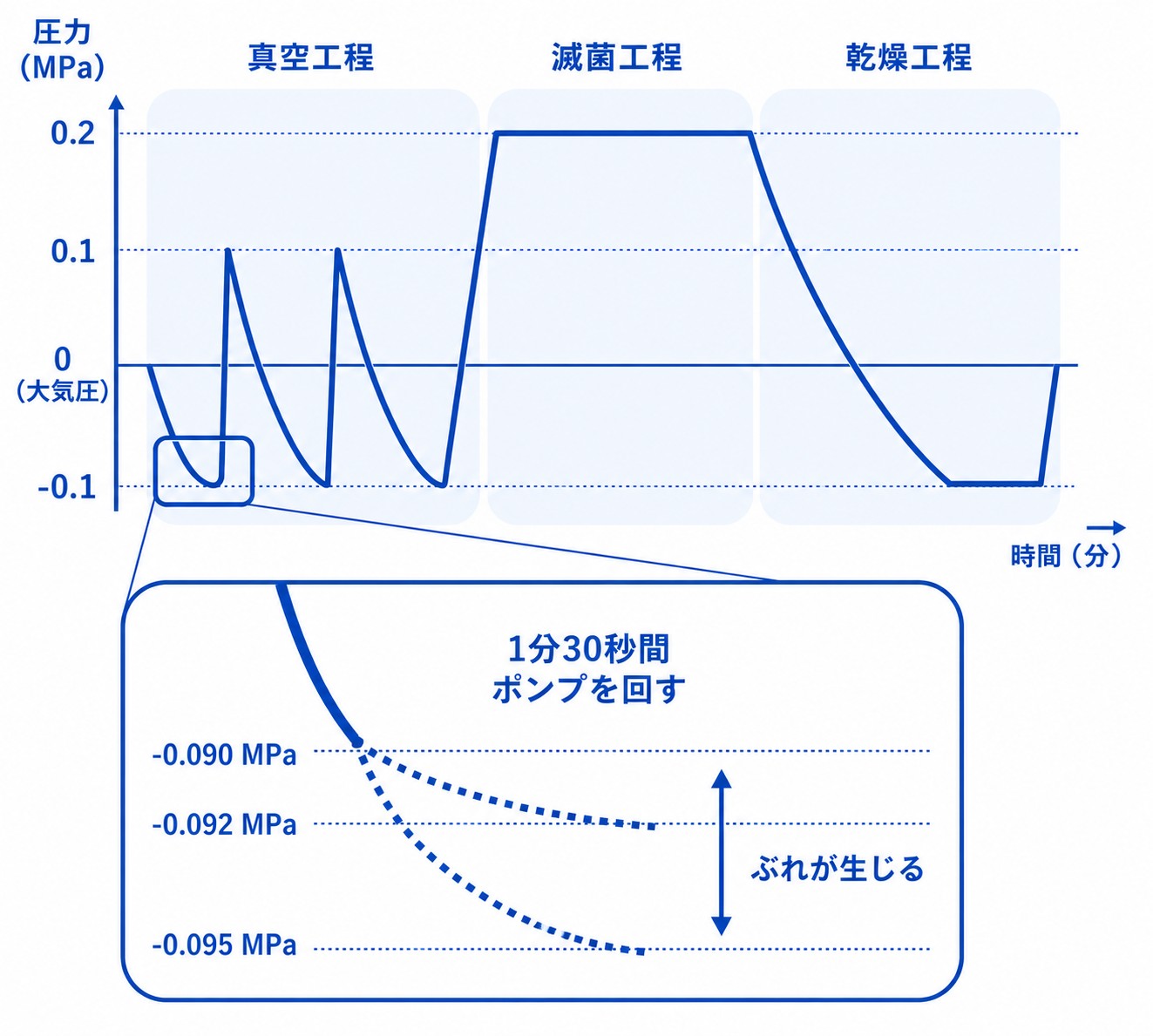
2-3-2. ②真空継続時間の設定
真空継続時間とは、滅菌器庫内の圧力が設定した真空到達圧に達してから、真空ポンプを回し続ける時間のことを指します。例えば、真空到達圧の設定が-0.090MPaで、真空継続時間を1分30秒に設定した場合、滅菌器庫内が-0.090MPaに達してから1分30秒間真空ポンプを回し続け、空気を除去します。最終的に到達する真空到達圧には、ぶれが生じます。
2-3-3. 真空工程を調整することで、マスター製品の昇温が平均8.6秒改善
真空到達圧を-0.085MPaから-0.090MPaに改善し、真空継続時間を1分30秒に設定した時のマスター製品の昇温遅れの結果はこちらです。もともと昇温遅れがなかった心外基本セットを除き、平均12.4秒昇温遅れが改善しました。昇温が34秒遅れていた下垂体セットも、16秒の遅れまで改善しました。
| 滅菌条件:134℃8分/真空パルス3回 | ||||
| # | マスター製品 | 包装 | 昇温遅れ | |
|
真空到達圧-0.085MPa |
真空到達圧-0.090MPa |
|||
| 1 | ギネラパロセット | コンテナ | 18秒 | 2秒 |
| 2 | VATS鉗子セット | コンテナ | 20秒 | 10秒 |
| 3 | 基本器械セット | コンテナ | 8秒 | 4秒 |
| 4 | 脳外セット | コンテナ | 24秒 | 10秒 |
| 5 | 心外基本セット | コンテナ | 0秒 | 0秒 |
| 6 | 下垂体セット | コンテナ | 34秒 | 16秒 |
2-4. スラップハンマーは、真空到達圧-0.085MPaでは134℃に到達もしなかった
今回選定した7つのマスター製品の中で、極端に昇温が遅れる器材がありました。スラップハンマーです。

スラップハンマーの内部は、134℃8分/真空パルス3回/真空到達圧-0.085MPaの条件では、134℃に到達することなく滅菌工程を終えました。
| 滅菌条件:134℃8分/真空パルス3回/真空到達圧-0.085MPa | |||
| # | マスター製品 | 包装 | 昇温遅れ |
| 1 | ギネラパロセット | コンテナ | 18秒 |
| 2 | VATS鉗子セット | コンテナ | 20秒 |
| 3 | 基本器械セット | コンテナ | 8秒 |
| 4 | 脳外セット | コンテナ | 24秒 |
| 5 | 心外基本セット | コンテナ | 0秒 |
| 6 | 下垂体セット | コンテナ | 34秒 |
| 7 | スラップハンマー | 滅菌ラップ | 134℃に到達せず |
スラップハンマーの昇温遅れを改善するために、真空到達圧を-0.085MPaから-0.090MPaに改善し、真空継続時間を1分30秒設定しても、スラップハンマー内部は7分28秒と大幅に昇温が遅れました。
| 滅菌条件:134℃8分 | |||||
| マスター製品 | 包装 | 真空パルス | 真空到達圧 | 真空継続 | 昇温遅れ |
| スラップハンマー | 滅菌ラップ | 3回 | -0.085MPa | なし | 134℃到達せず |
| スラップハンマー | 滅菌ラップ | 3回 | -0.090MPa | 1分30秒 | 7分28秒 |
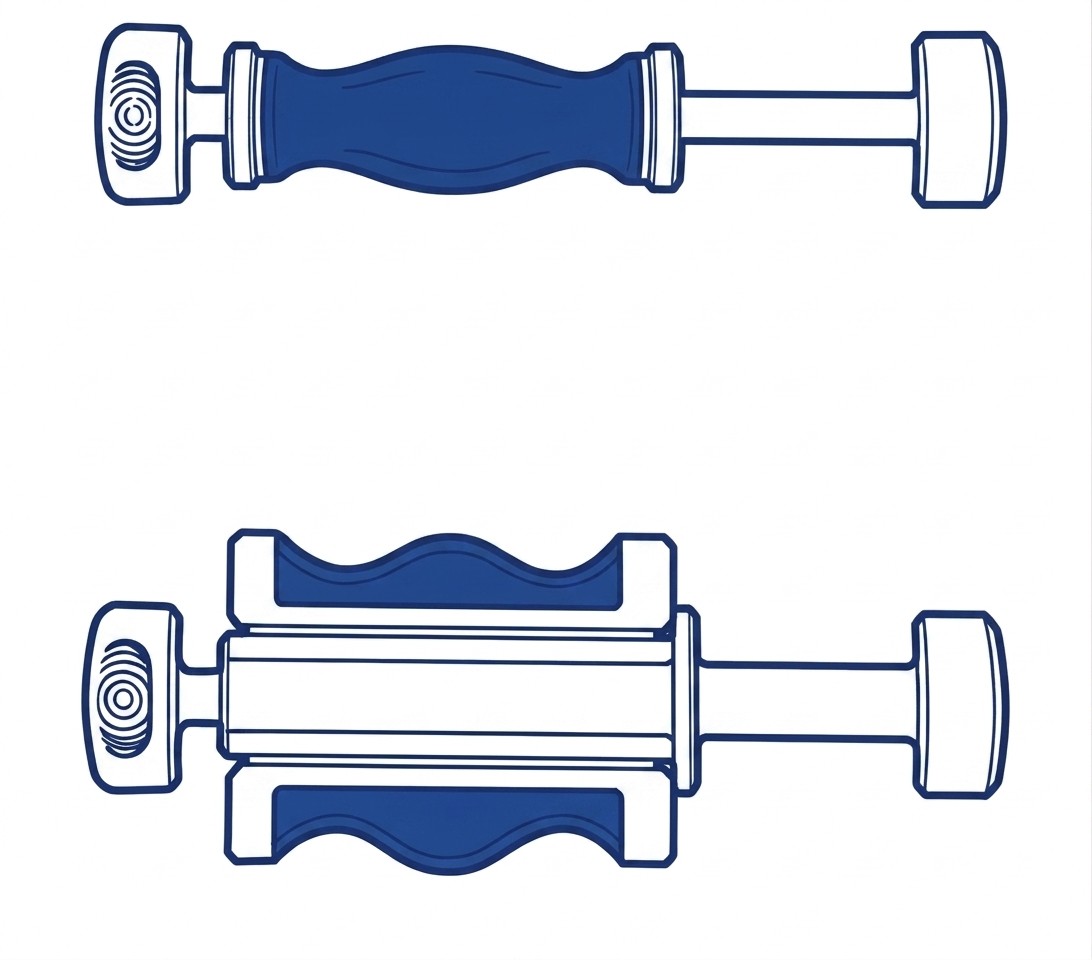
2-5. スラップハンマーのような特殊な構造の器材をどのように滅菌すべきかを検証
スラップハンマーは、金属製の内腔器材に樹脂製のハンドルがついた構造をしています。このような特殊な構造をした器材を適切に滅菌するためにどのようにすればいいのか、さまざまな滅菌条件を試し検証しました。
スラップハンマーの構造(イメージ)
3. スラップハンマーの昇温改善方法
3-1. ①真空パルス回数を増やすことで、スラップハンマーの昇温が38秒改善
スラップハンマー内の空気除去を改善するために、真空パルスの回数を3回から4回に増やしたところ、スラップハンマー内部の昇温遅れは38秒改善しました。
| 滅菌条件:134℃8分 | ||||||
| マスター製品 | 包装 | 置き方 | 真空パルス | 真空到達圧 | 真空継続 | 昇温遅れ |
| スラップハンマー | 滅菌ラップ | 平置き | 3回 | -0.085MPa | なし | 134℃到達せず |
| スラップハンマー | 滅菌ラップ | 平置き | 3回 | -0.090MPa | 1分30秒 | 7分28秒 |
| スラップハンマー | 滅菌ラップ | 平置き | 4回 | -0.090MPa | 1分30秒 | 6分50秒 |
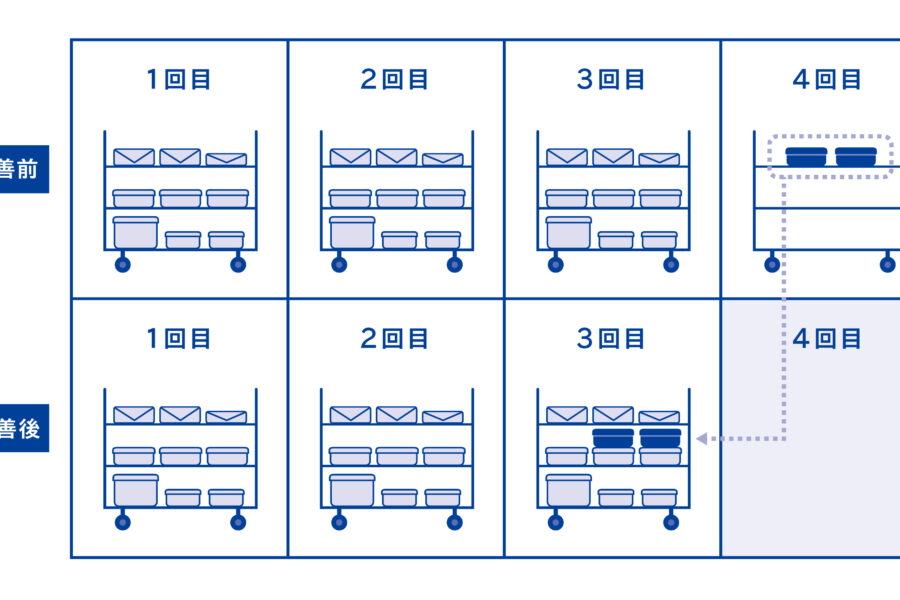
3-2. ②器材を斜めに設置することで、スラップハンマーの昇温が5分35秒改善
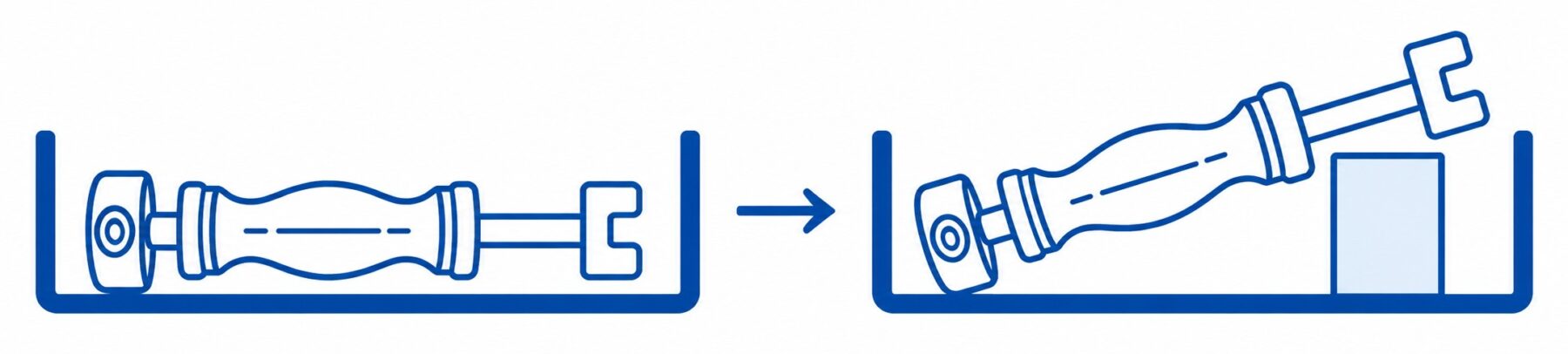
続いて、スラップハンマーの置き方を平置きから斜め置きに変更したところ、スラップハンマー内部の昇温遅れは5分35秒と大幅に改善しました。これは、樹脂製パーツの温度を上昇させるために必要な蒸気を効率的に供給できたためと考えられます。
| 滅菌条件:134℃8分 | ||||||
| マスター製品 | 包装 | 置き方 | 真空パルス | 真空到達圧 | 真空継続 | 昇温遅れ |
| スラップハンマー | 滅菌ラップ | 平置き | 3回 | -0.085MPa | なし | 134℃到達せず |
| スラップハンマー | 滅菌ラップ | 平置き | 3回 | -0.090MPa | 1分30秒 | 7分28秒 |
| スラップハンマー | 滅菌ラップ | 平置き | 4回 | -0.090MPa | 1分30秒 | 6分50秒 |
| スラップハンマー | 滅菌ラップ | 斜め置き | 4回 | -0.090MPa | 1分30秒 | 1分15秒 |
3-3. ③包装材を滅菌バッグにすることで、スラップハンマーの昇温が1分15秒改善
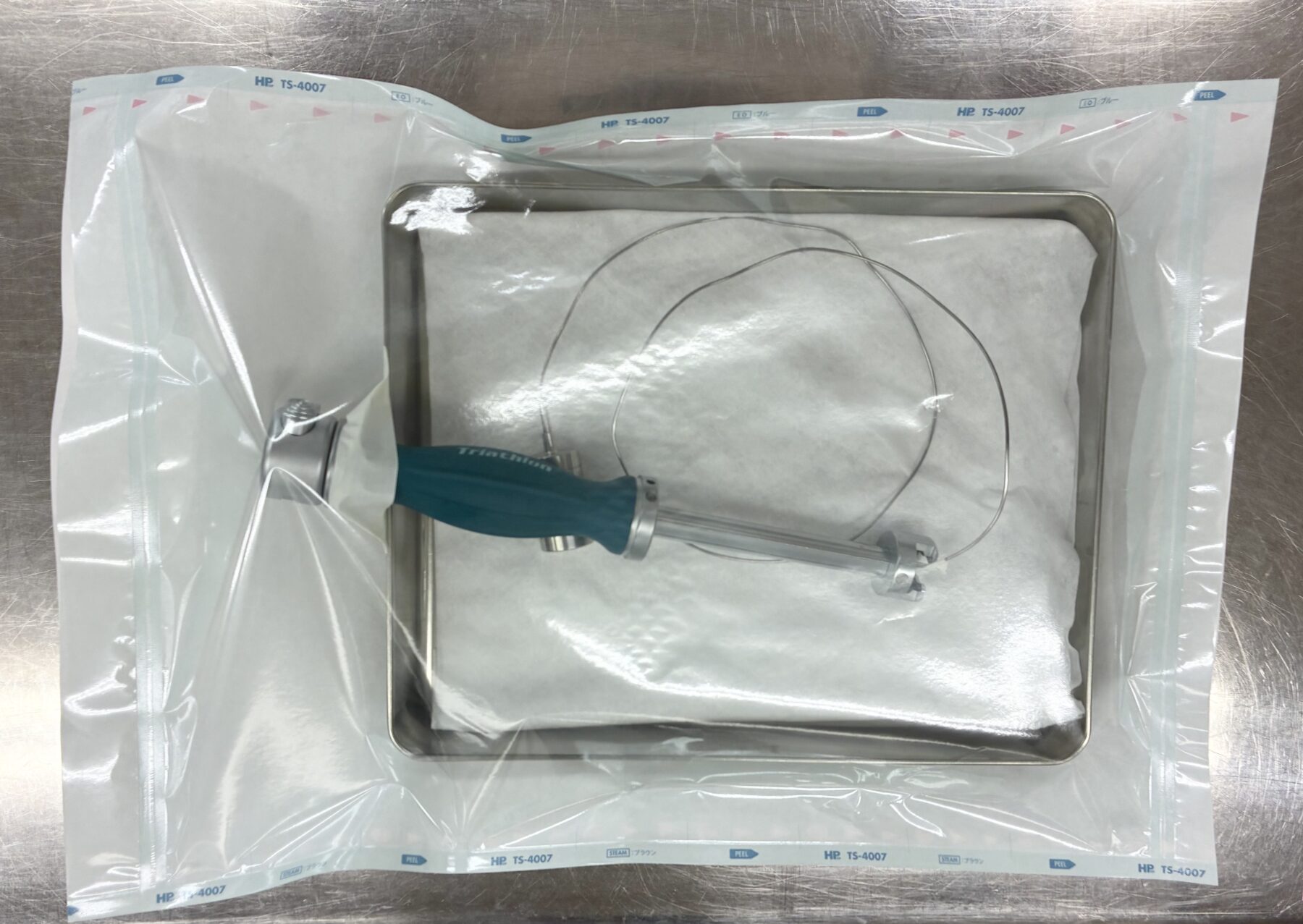
最後に、スラップハンマーの包装を滅菌ラップから滅菌バッグの単包に変更して検証しました。スラップハンマー内部の昇温は1分15秒改善し、滅菌器庫内との昇温差をなくすことができました。包装材の滅菌抵抗性は、滅菌バッグ<滅菌ラップ<コンテナの順に高くなるため、温度が上がりづらい器材は包装材を変更することで昇温遅れを改善することができます。
| 滅菌条件:134℃8分 | ||||||
| マスター製品 | 包装 | 置き方 | 真空パルス | 真空到達圧 | 真空継続 | 昇温遅れ |
| スラップハンマー | 滅菌ラップ | 平置き | 3回 | -0.085MPa | なし | 134℃到達せず |
| スラップハンマー | 滅菌ラップ | 平置き | 3回 | -0.090MPa | 1分30秒 | 7分28秒 |
| スラップハンマー | 滅菌ラップ | 平置き | 4回 | -0.090MPa | 1分30秒 | 6分50秒 |
| スラップハンマー | 滅菌ラップ | 斜め置き | 4回 | -0.090MPa | 1分30秒 | 1分15秒 |
| スラップハンマー | 滅菌バッグ | 斜め置き | 4回 | -0.090MPa | 1分30秒 | 0秒 |
3-4. 滅菌条件を工夫することで、特殊な構造の器材の昇温も改善することが可能
このように、スラップハンマーのような特殊な構造で温度が極めて上がりづらい器材であっても、真空工程の調整や器材の配置方法、包装材を変更することで、器材の昇温遅れを大幅に改善することができます。
3-5. 滅菌器の真空工程に関するアンケートも実施
真空工程の実態を把握するために、鴻池メディカルにご協力頂き、真空工程に関するアンケートも実施しました。全国59施設から、全65プログラムの真空工程に関する回答を得ました。
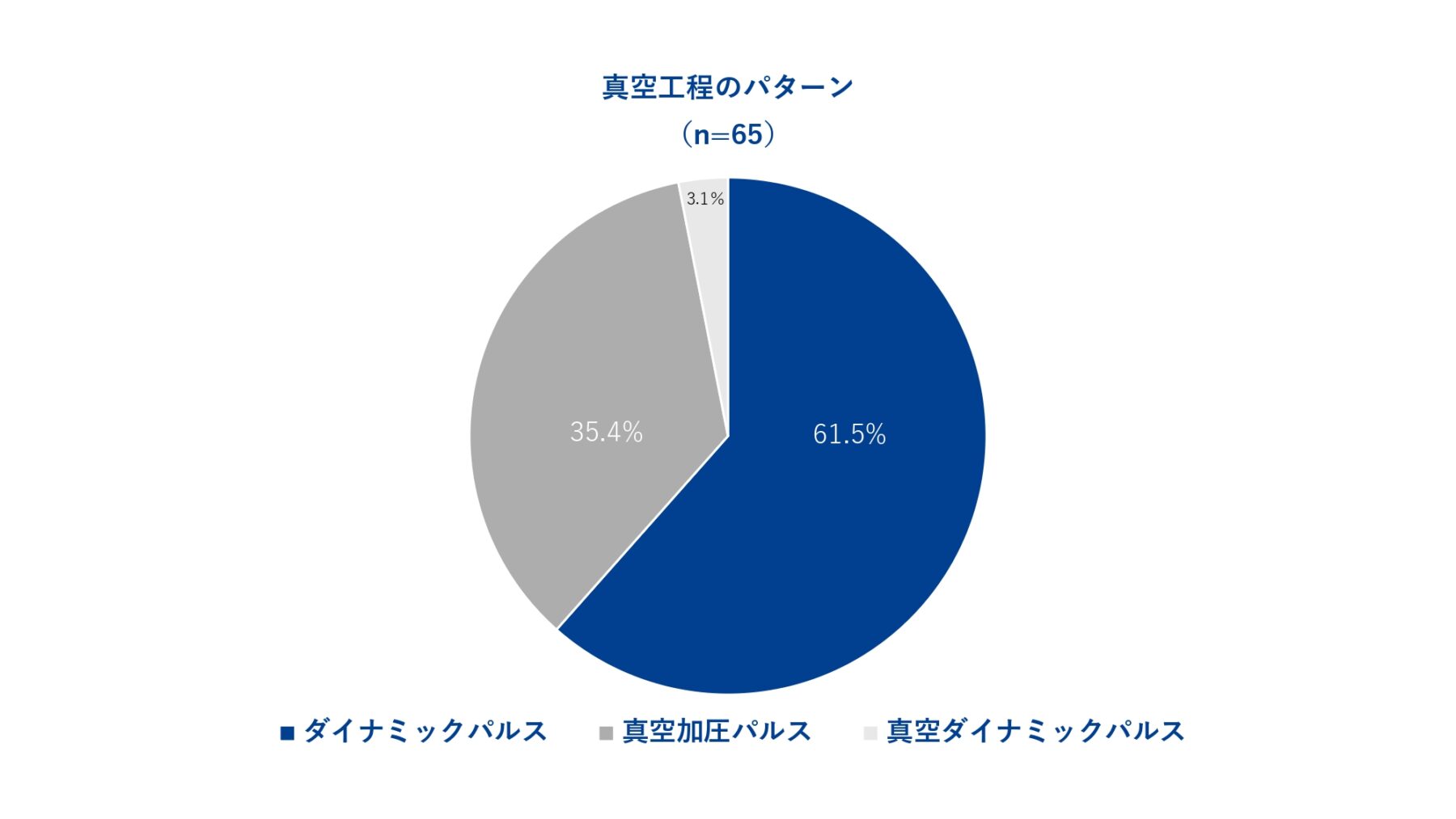
3-6. ダイナミックパルス、真空加圧パルス、真空ダイナミックパルスの3パターンが存在
アンケート結果を集計したところ、真空工程にはダイナミックパルス、真空加圧パルス、真空ダイナミックパルスの3パターンあることがわかりました。ダイナミックパルスが最も多く、全体の61.5%を占めました。
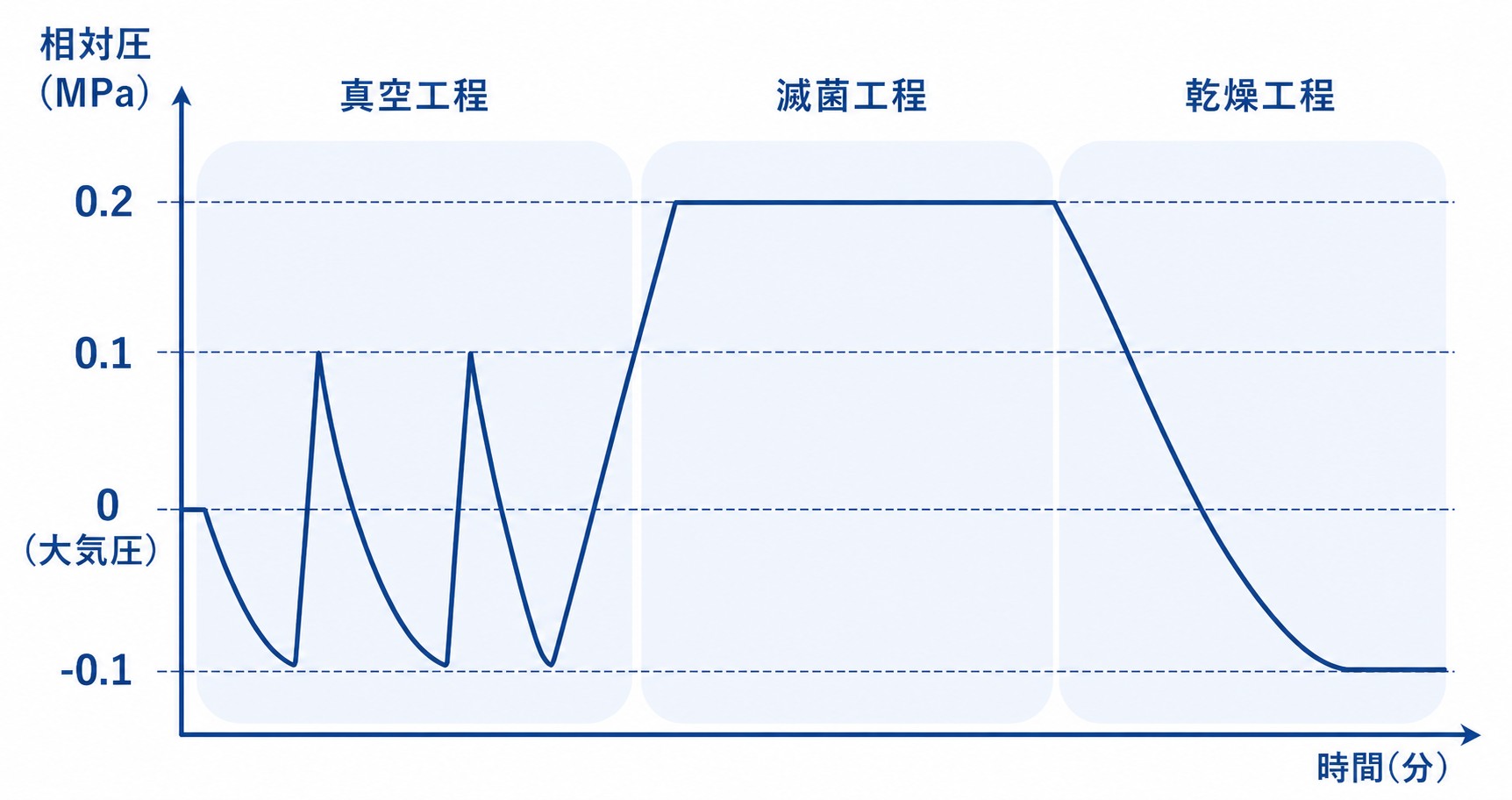
3-6-1. ダイナミックパルス
ダイナミックパルスとは、真空(陰圧)と加圧(陽圧)を繰り返す空気排除方式のことを指します。真空到達圧が低いほど、そして加圧到達圧が高いほど、効率よく器材内部の空気を除去することができます。
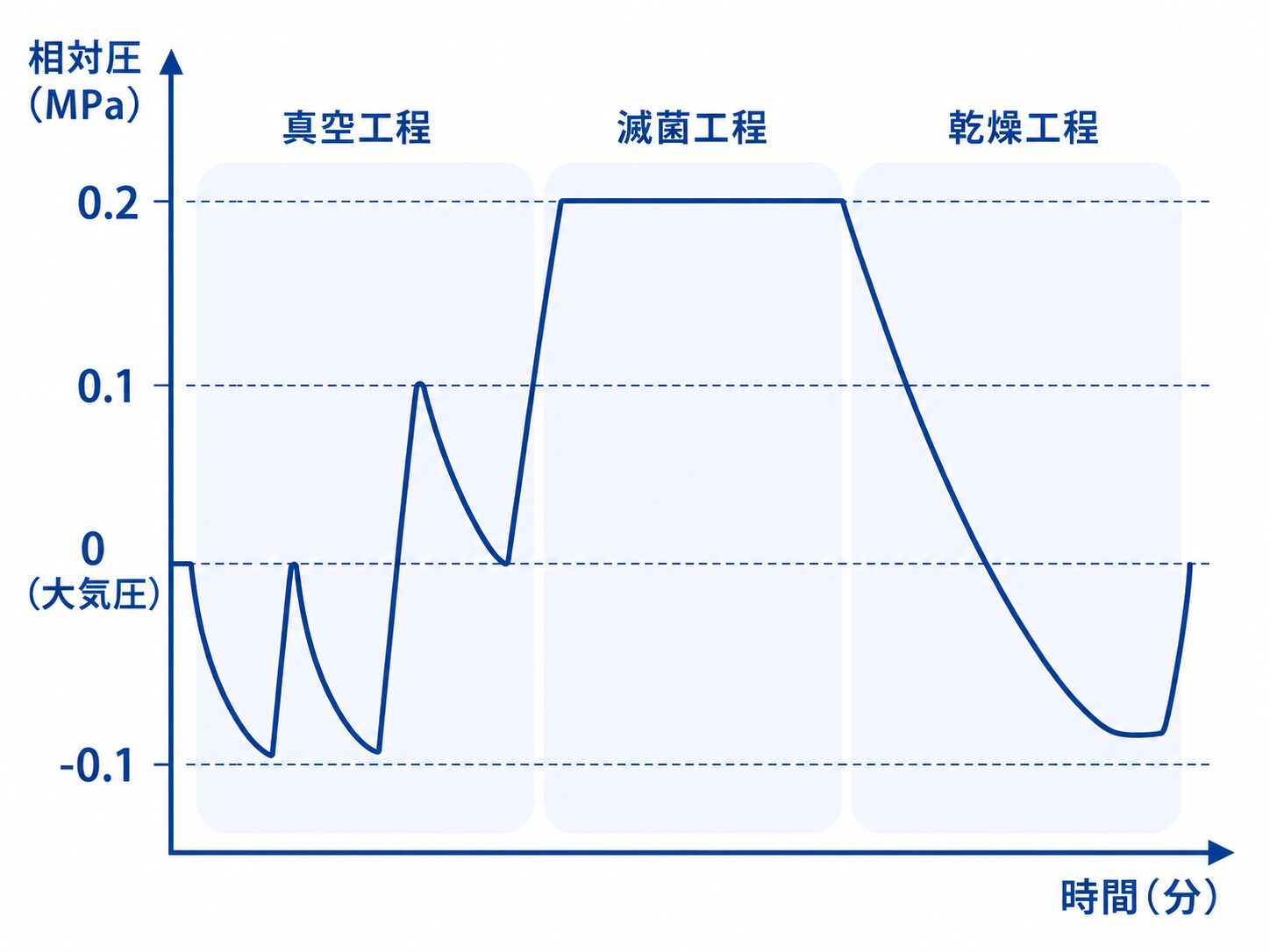
3-6-2. 真空加圧パルス
真空加圧パルスとは、真空(陰圧)の後に加圧(陽圧)をする空気排除方式のことを指します。空気を除くための真空工程と、器材の昇温遅れを最小限にするための加圧工程を混ぜた工程といえます。
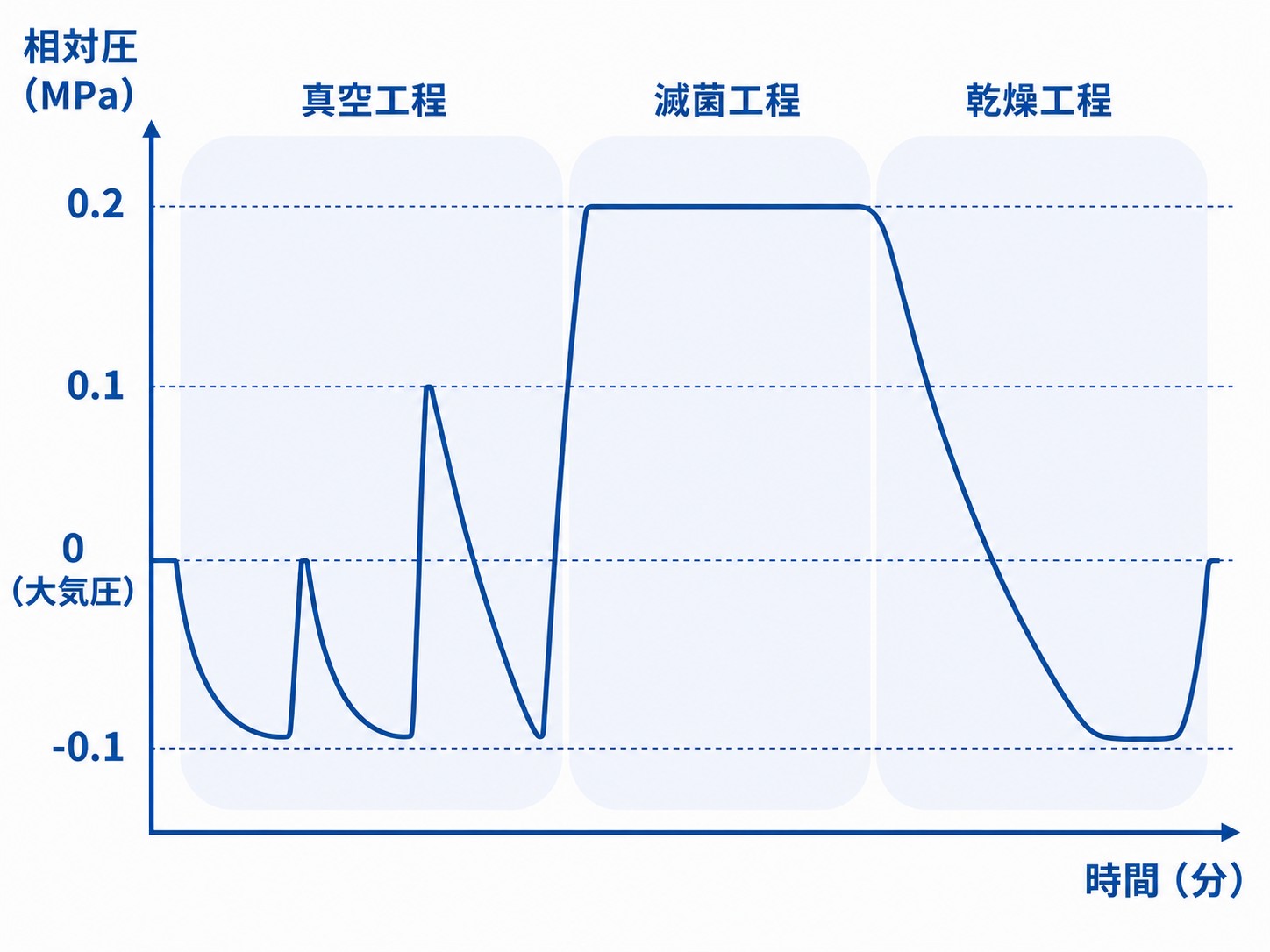
3-6-3. 真空ダイナミックパルス
真空ダイナミックパルスとは、真空(陰圧)の後に加圧(陽圧)と真空(陰圧)をする空気排除方式のことを指します。真空工程では除ききれなかった空気を、最後のダイナミックパルスで除ききるイメージの工程といえます。
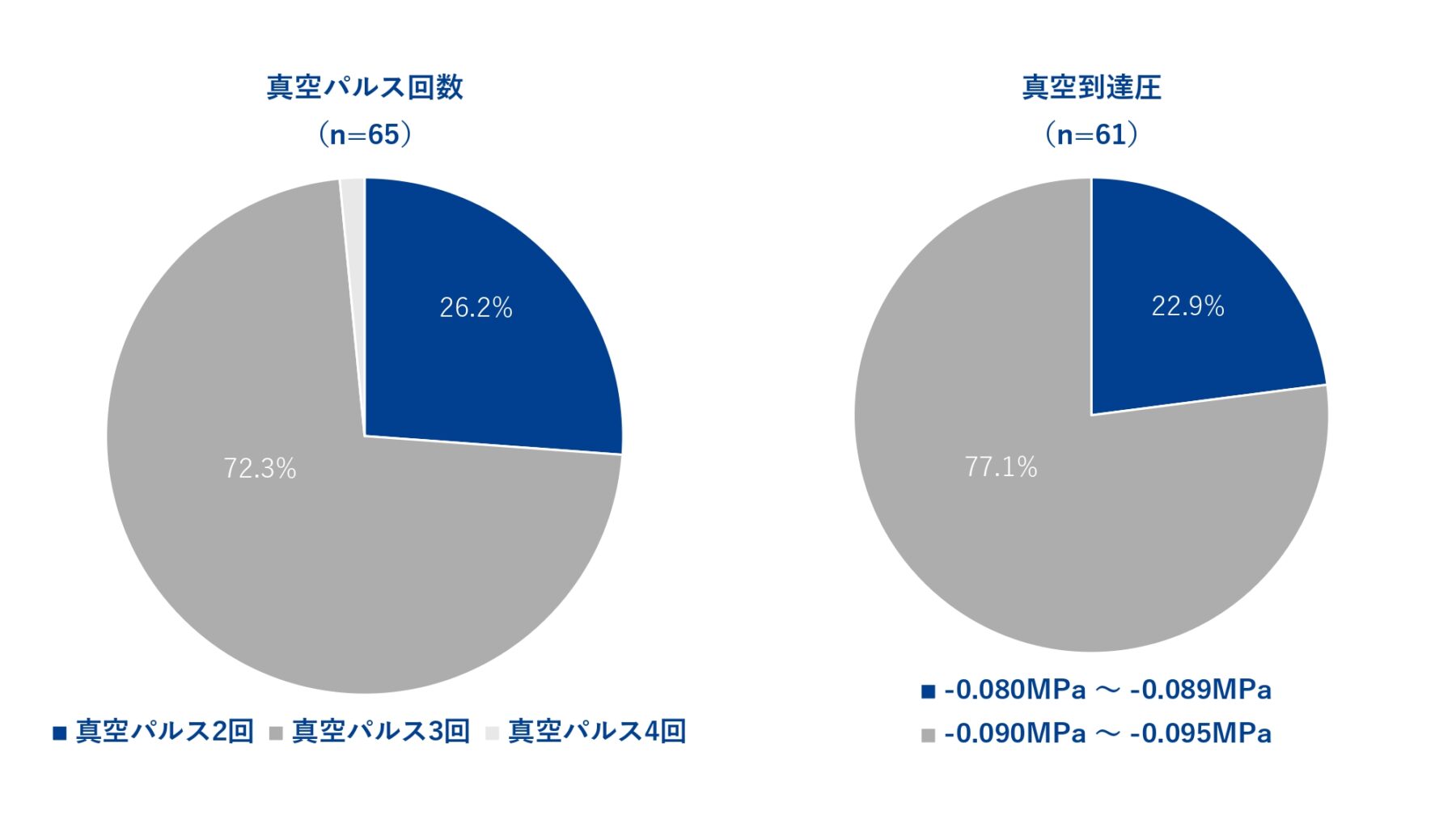
3-7. 真空パルス回数は平均2.8回、真空到達圧は平均-0.091MPa
アンケートで収集した滅菌プログラムの記録紙を集計したところ、真空パルス回数は平均2.8回(n=65)、真空到達圧は平均-0.091MPa(n=61)でした。
集計した滅菌プログラムの約26%が真空パルス2回、約23%が真空到達圧-0.080MPa~-0.089MPaでした。スラップハンマーなどの昇温が極端に遅い器材を滅菌する場合、真空工程を調整することで昇温遅れを改善する余地があるかもしれません。
4. 日常モニタリングに使用するPCDの選定
4-1. 出荷判定には、マスター製品よりも滅菌抵抗性が高いPCDを使用する
PCDを日常の出荷判定に使用する場合は、マスター製品と同等以上の滅菌抵抗性を持ったPCDを選択する必要があります。
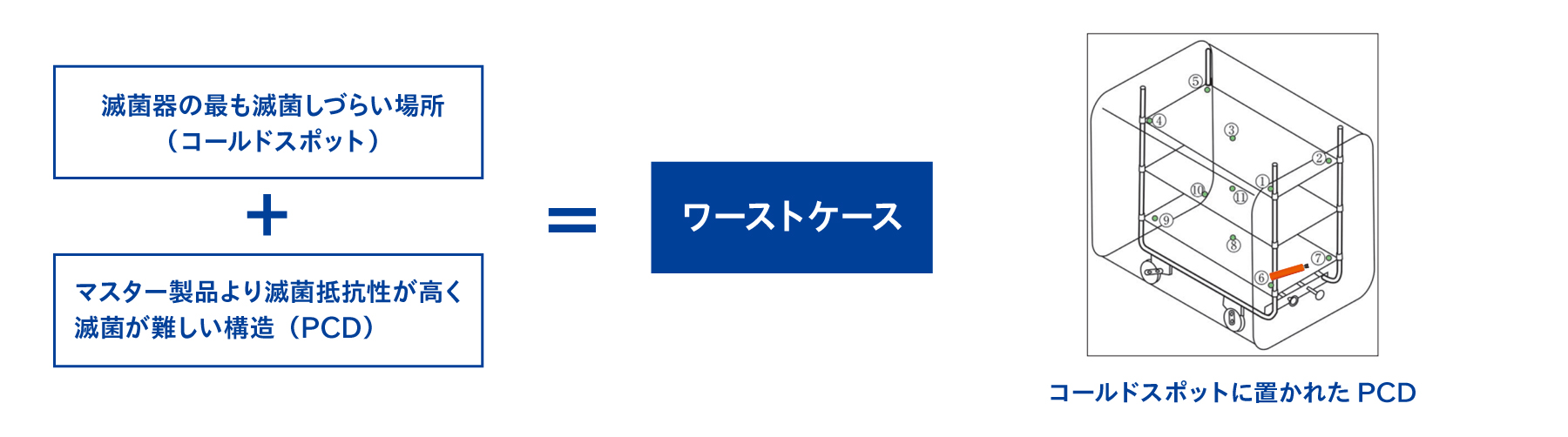
滅菌物を全品検査することはできないため、出荷判定は「最も滅菌が難しい器材が合格していれば、それよりも易しい器材は合格している」というワーストケースの考え方で行います。
つまり、滅菌器の最も滅菌しづらい場所(コールドスポット)で、マスター製品よりも滅菌が難しいPCDが合格していれば、全ての器材は滅菌できていると判断できるということです。
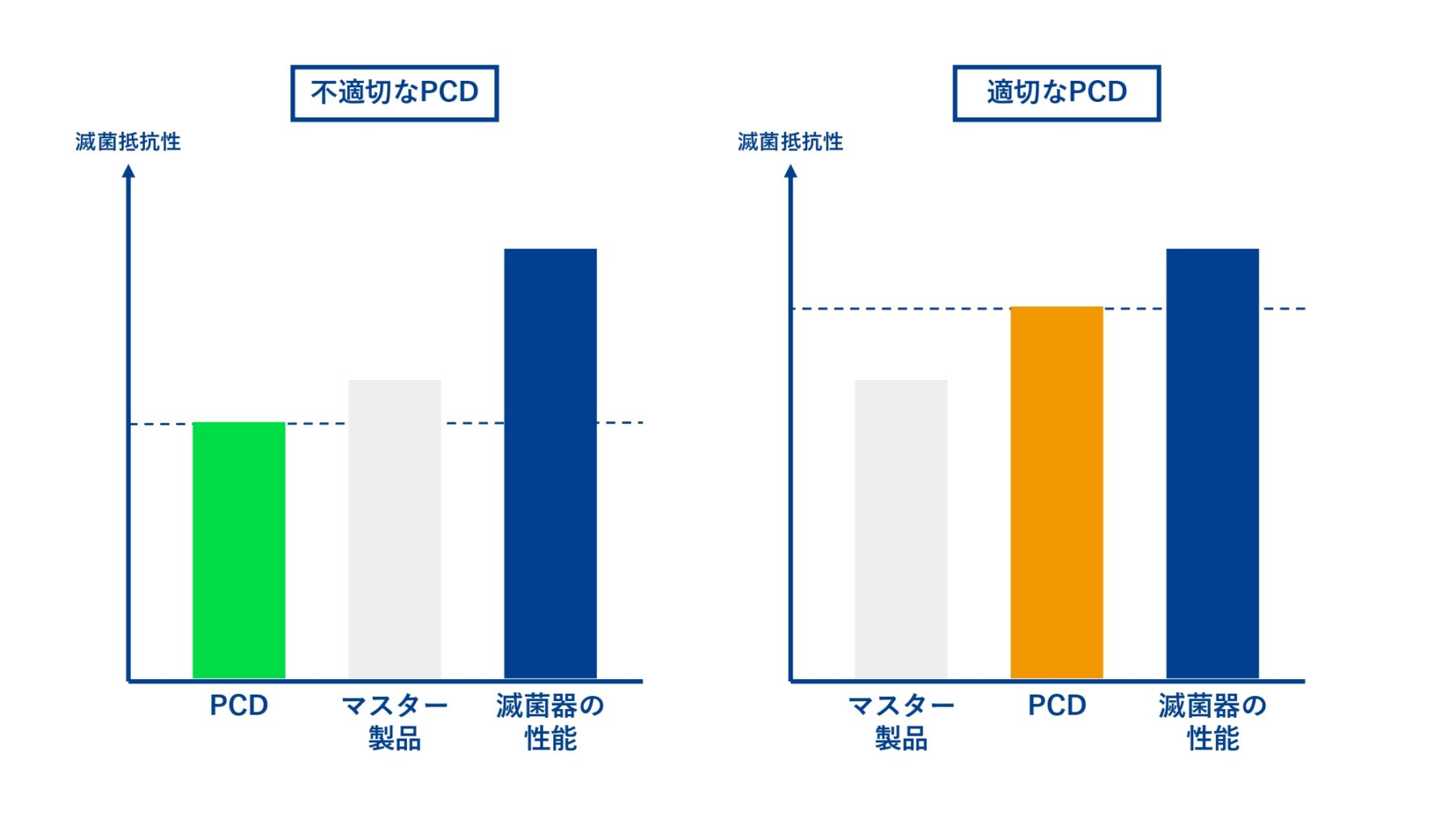
4-2. マスター製品より滅菌抵抗性が低いPCDでは、根拠ある出荷判定はできない
マスター製品よりも滅菌抵抗性が低いPCDでは、PCDが合格していたとしてもそれよりも難しいマスター製品が滅菌できているかはわからないため、根拠を持って出荷判定をすることができません。適切な出荷判定用PCDの条件は、「マスター製品の滅菌抵抗性<PCDの滅菌抵抗性<滅菌器の性能」という序列を満たすことです。
4-3. 当院では、AAMIを参考にした11.3kgのマスター製品を用いてPQを実施
当院では、トレイを含めて重量11.3kgの手術用器具に、代表的な内腔器材であるラパロ鉗子や気腹チューブを入れ、それをマスター製品として設定しています。
これはAAMI包装器材PCD(ANSI/AAMI ST8:2013⁹⁾)をベースに、滅菌が困難な内腔器材を加え、より厳しい条件にしたものです。
(ANSI/AAMI ST8:2013⁹⁾)
1)トレイも含めたPCD全重量は11.3kg以上とする.
2)包装器材PCDは以下で構成される.
a)いろいろな金属製手術用器具
b)穴あき,またはメッシュ底の約25cm×51cmの100%木綿製の手術用タオルを敷いたトレイ
c)少なくとも二つのBI
d)137cm×137cmの二枚の包装材.包装材は100%木綿製で1インチあたり140本の糸が使われている布で,洗濯されていること
3)手術用タオルを敷いたトレイに手術用器具を均等に広げる
4)上記3)で作成した構成物は二重に包装され,滅菌用テープで固定する.
5)BIは器材の中の滅菌が困難と考えられる場所(管状器具やかみ合い部分,ヒンジ部)に設置する.もし指標菌をしみこませたBIの紙片・糸・ワイヤーを滅菌しにくい場所に入れることができない場合には芽胞懸濁液を当該部分にしみこませて生物学的試験を実施してもよい

4-4. マスター製品とPCDの滅菌抵抗性をDIN58921を参考に検証
マスター製品と出荷判定用PCDの滅菌抵抗性を比較するためには、BIが全死滅しない「部分致死サイクル」を実施します。部分致死サイクルとは、あえて滅菌条件を悪くして、BIの一部が死滅しないようにするサイクルのことです。
この部分致死サイクルを実施した時、PCDがマスター製品よりも先に不合格となり、高いBIの生存率を示せば、PCDはマスター製品よりも滅菌抵抗性が高いと言えます。滅菌条件を悪くする方法として、ドイツ工業規格であるDIN58921を参考にしています。
真空パルス回数や真空到達圧を調整し、意図的に滅菌条件を悪くすることで、マスター製品とPCDの滅菌抵抗性を比較していきます。
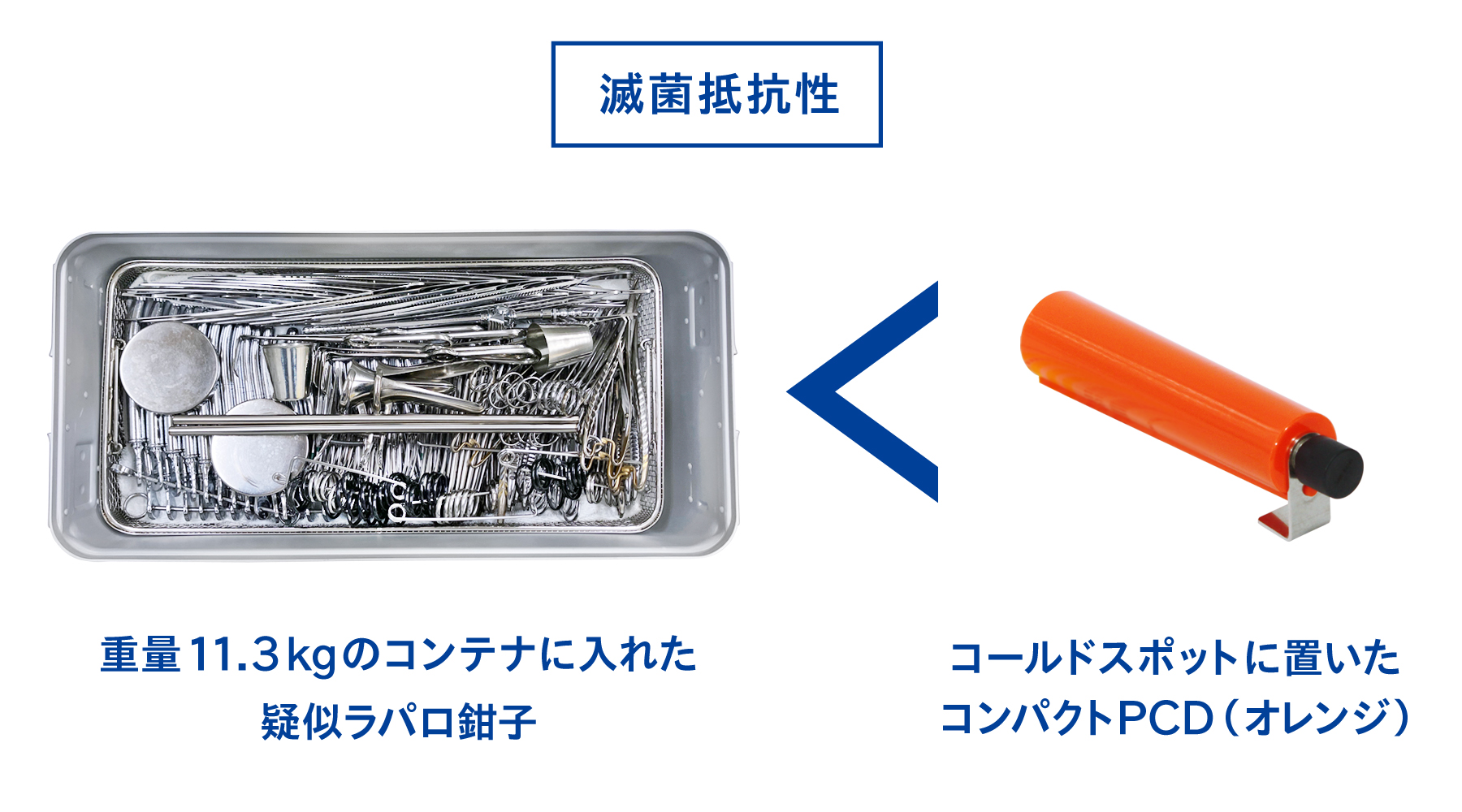
4-5. コンパクトPCDは重量11.3kgのコンテナ内のラパロ鉗子よりも滅菌抵抗性が高い
真空パルス回数を3回→2回→1回に変更した時の、CIおよびBIの結果がこちらです。
真空パルスを3回から2回に減らした時に、コンパクトPCD内のCIは不合格を示し、疑似ラパロ鉗子内のCIは合格を示しました。CIの結果においては、コンパクトPCDの方がコンテナ内の疑似ラパロ鉗子よりも滅菌抵抗性が高いことを示唆しています。
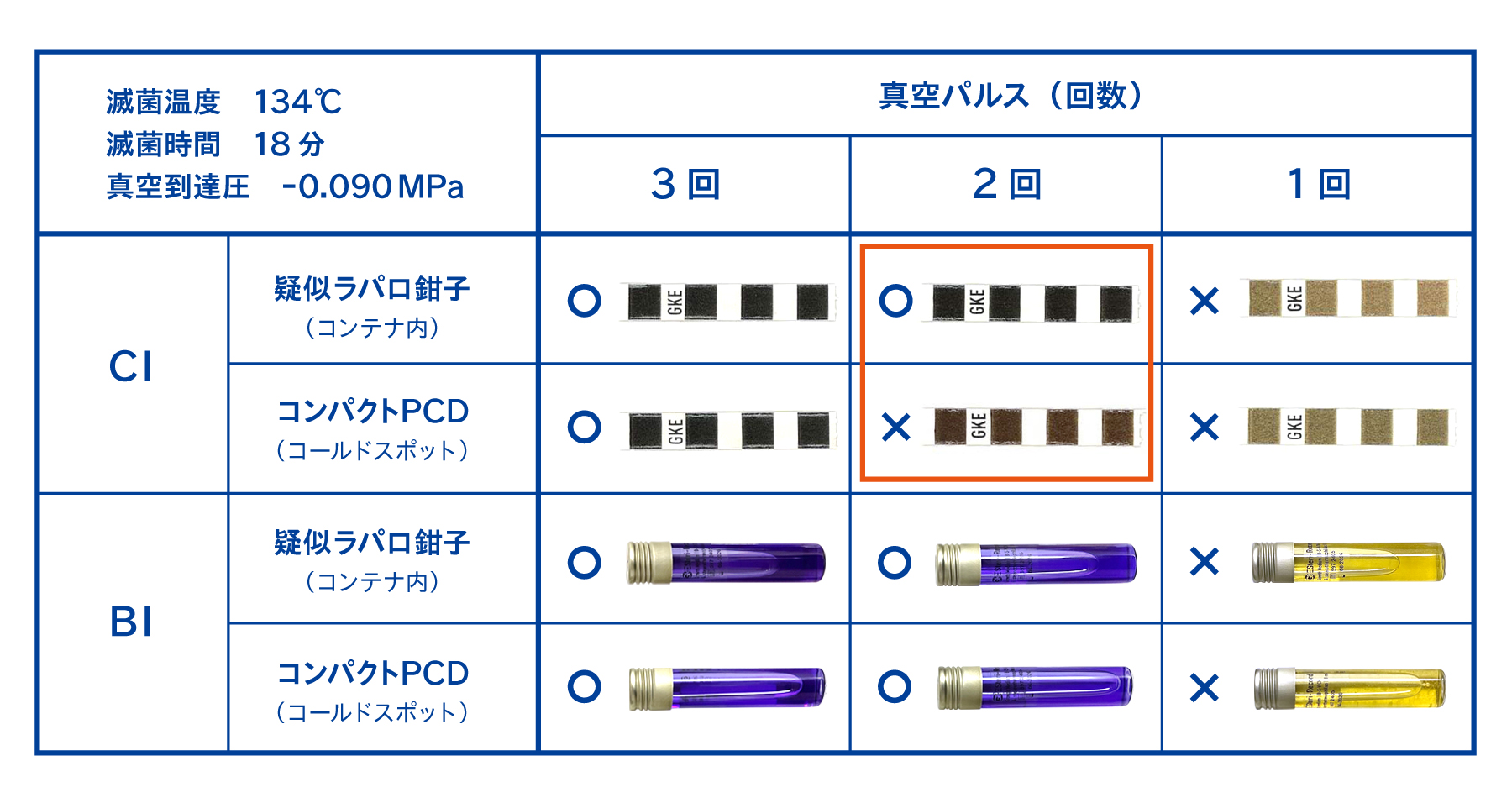
BIでは差が出なかったため、真空パルス2回で真空到達圧を-0.070MPa → -0.060MPa → -0.050MPaに変更し検証しました。
真空到達圧を-0.070MPaから-0.060MPaに変更した時、コンパクトPCD内のBIは陽性を示し、疑似ラパロ鉗子内のBIは陰性を示しました。BIの結果においても、コンパクトPCDの方がコンテナ内の疑似ラパロ鉗子よりも滅菌抵抗性が高いことが示唆されました。
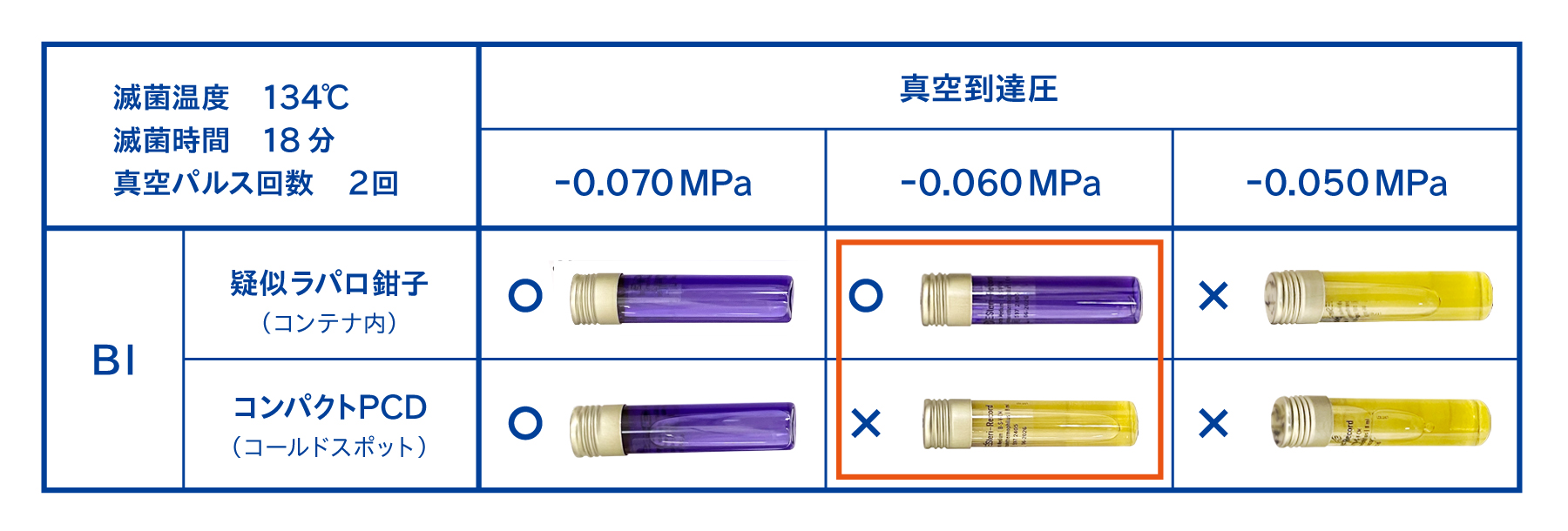
つまり、日常の出荷判定用PCDとしてコンパクトPCDを使用することで、コンテナで包装したラパロ鉗子の内部での滅菌条件の達成を確認できる、ということです。
4-6. スラップハンマー以外の6つのマスター製品よりも、コンパクトPCDの方が昇温が遅い
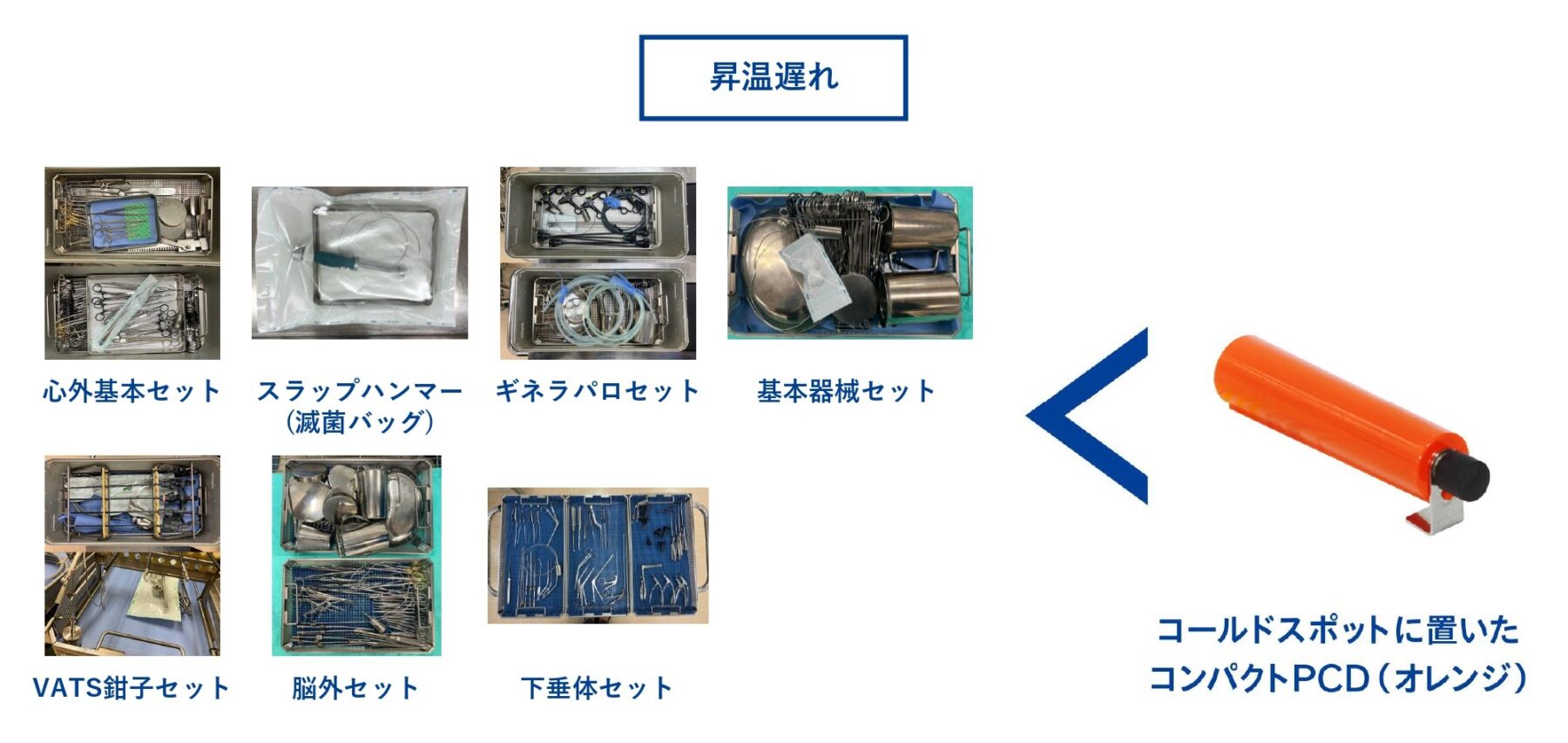
今回、全国から集めた7つのマスター製品とコンパクトPCDの温度上昇を比較した結果がこちらです。滅菌条件は、134℃8分/真空パルス4回/真空到達圧-0.090MPa/真空継続1分30秒で検証を行いました。
| 滅菌条件:134℃8分/真空パルス4回/真空到達圧-0.090MPa/真空継続1分30秒 | |||
| # | マスター製品 | 包装 | 昇温遅れ |
| 7-B | スラップハンマー(斜め置き) | 滅菌ラップ | 1分15秒 |
| – | コンパクトPCD | なし(コールドスポット) | 18秒 |
| 6 | 下垂体セット | コンテナ | 16秒 |
| 4 | 脳外セット | コンテナ | 10秒 |
| 2 | VATS鉗子セット | コンテナ | 10秒 |
| 3 | 基本器械セット | コンテナ | 4秒 |
| 1 | ギネラパロセット | コンテナ | 2秒 |
| 5 | 心外基本セット | コンテナ | 0秒 |
| 7-A | スラップハンマー(斜め置き) | 滅菌バッグ | 0秒 |
コールドスポットに置いたコンパクトPCDは、他のマスター製品よりも昇温が遅く、滅菌器庫内よりも18秒昇温が遅れました。
しかし、スラップハンマーを滅菌ラップで包装してしまうと(#7-B)1分15秒の昇温遅れが発生し、出荷判定用のコンパクトPCDよりも昇温が遅れてしまいました。皆さんも、データロガーを使って温度測定をしてみたら、複雑な構造の器材の方が出荷判定用PCDよりも昇温が遅れてしまった経験があるのではないでしょうか。
そこで最後に、滅菌ラップに包装したスラップハンマーとコンパクトPCDの蒸気浸透性の難しさを比較するために、DIN58921を参考にCIを用いて滅菌抵抗性を比較しました。
4-7. 蒸気浸透においては、スラップハンマーよりもコンパクトPCDの方が難しい
滅菌ラップに包装したスラップハンマー内部とコンパクトPCDにCIを挿入し、真空到達圧を徐々に浅くし、滅菌条件を悪くしていった時の結果がこちらです。

真空パルス4回/真空到達圧-0.090MPaでは、コンパクトPCDとスラップハンマーは合格を示しましたが、真空到達圧を-0.075MPaにしたところ、コンパクトPCD内のCIが先に不合格を示しました。蒸気浸透性において、スラップハンマーよりもコンパクトPCDの方が滅菌抵抗性が高いことがわかりました。
4-8. キャリブレーションの実施は、確実な滅菌保証への第一歩
高圧蒸気滅菌の滅菌保証は、定期的なバリデーションの実施と適切な滅菌抵抗性を持つPCDを用いた日常モニタリングが原則です。バリデーションの方法としては、データロガーを使用したフルサイクル法やBIを用いたハーフサイクル法がありますが、さまざまな事情によりなかなか実施できない現状もあると思います。
バリデーションが実施できない場合でも、昇温が悪い器材を考慮して滅菌時間に数分のバッファを設け、マスター製品よりも滅菌抵抗性が高いPCDで日常的にモニタリングすることで、一定レベルの滅菌保証を実現することができます。
しかし、そもそも滅菌器の温度や圧力を計る計器が正しい数値を示していなければ、滅菌保証をすることはできません。確実な滅菌保証の第一歩となる、キャリブレーションの実施を強く推奨します。
5. まとめ
いかがでしたでしょうか。
今回の検証では、滅菌受託企業である鴻池メディカルの協力のもと、全国から231個のマスター製品候補を集め、その中でも最も難しそうな7つのマスター製品を検証しました。スラップハンマー以外の6つのマスター製品の昇温は、滅菌器庫内より平均20.8秒遅れました。これらの昇温遅れは、真空到達圧を深くする、真空継続時間を設定することで、平均8.6秒、昇温遅れを改善することができました。
特殊な構造であるスラップハンマーは著しく昇温が遅く、真空パルス3回/真空到達圧-0.085Mpaの条件では、134℃に到達すらしませんでした。スラップハンマーの昇温遅れは、真空パルス回数の増加、真空継続時間の設定、器材の配置方法や包装材を変更することにより、昇温遅れを大幅に改善することができました。
日常モニタリングに使用するPCDには、最も滅菌が難しいマスター製品と同等以上の滅菌抵抗性が求められます。今回検証した7つのマスター製品のうち、スラップハンマー以外の6つのマスター製品よりもコンパクトPCDの方が昇温が遅いことが確認できました。スラップハンマーについては、滅菌ラップに包装するとコンパクトPCDよりも昇温が遅くなりましたが、CIを用いて蒸気浸透性の比較をした結果、スラップハンマーよりもコンパクトPCDの方が滅菌抵抗性が高いことが確認できました。
昇温が悪い器材を考慮した滅菌時間を設定し、マスター製品よりも滅菌抵抗性が高いPCDで日常モニタリングを行うことで、一定レベルの滅菌保証を実現できます。滅菌器の温度や圧力の計器が正しい値を示していることを検証するキャリブレーションは、確実な滅菌保証の第一歩となるため、実施を強く推奨します。
本記事の内容に関するお問合せは、営業担当またはSALWAYウェブサイトのお問合せフォームよりご連絡下さい。