1. 滅菌バッグのシール性を日常的に確認する重要性
1-1. 再生処理プロセスにおいて、包装は重要な工程の一つ
再生処理プロセスは、下図のように一連のプロセス(流れ)で品質を保証します。どれか一つの工程でも正しく行われないと、安全な器材を提供することはできません。
たとえ器材が正しく洗浄・滅菌されていたとしても、正しく包装されていない限り、外部から微生物が侵入しその無菌性は破綻してしまいます。再生処理プロセスにおいて、包装は重要な工程の一つです。

1-2. 滅菌バッグは正しく密封(シール)されていなければ無菌性を保持できない
滅菌バッグは器材を手軽に包装できるため、医療現場で最も使用されている包装材といえます。
滅菌工程では、通常プレバキューム(真空引き)が行われ、滅菌剤である蒸気やガスが導入されて高圧を持続します。その後一定時間経過後に排気して、空気置換が行われます。このように、滅菌工程において、滅菌器内は高低の激しい圧力変化が発生するため、滅菌バッグには大きな圧力負荷がかかります。
滅菌バッグが正しくシールされていなければ、滅菌工程中に滅菌バッグが破裂するなどし、その無菌性を保持することができなくなってしまいます。

1-3. 滅菌バッグはヒートシーラーを使用してシールする
滅菌バッグは、ヒートシーラーを使用してシールします。
ロータリー式ヒートシーラー(村中医療器)
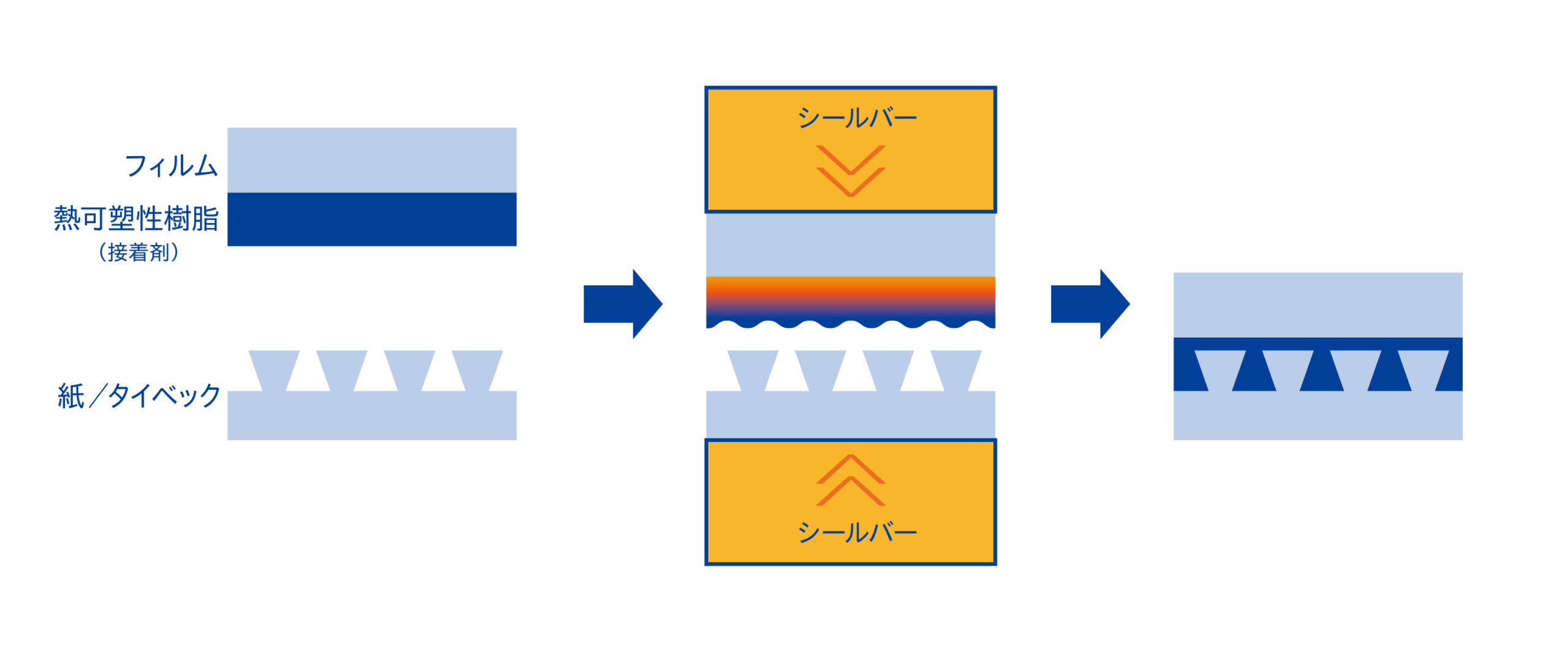
滅菌バッグはフィルム面と紙(過酸化水素ガス滅菌の場合はタイベック)面で構成されています。フィルム面は2層式で、内側に熱で溶ける熱可塑性樹脂の面があります。
その滅菌バッグを、温度の高いシールバーで挟みこむことで内側の樹脂を溶かし、溶かした樹脂が紙面の繊維に入り込んで固まることで、フィルム面と紙面をシールさせます。
1-4. 日常的なシール性の確認はガイドラインでも推奨されている
『医療現場の滅菌保証のガイドライン2021』(p.239)においても、滅菌バッグのシール性を日常的に確認することが推奨されています。
18. 滅菌包装のバリデーション
18.6 日常監視と管理(勧告)
(1) 適切な作業がおこなわれるため、定期的な教育・力量評価を実施する
(2) ヒートシーラーメーカの管理項目を決定し、確認・記録をおこなう
(解説) 滅菌包装作業は人による作業が多くなるため、その管理も重要である。適切な教育をおこない、 力量の評価を実施する。ヒートシーラーは日常管理項目・確認頻度の情報をメーカから入手し、管理を実施・記録する。
2. 日常的に発生しうるシール関連の不具合
2-1. 確実なシールのポイントは「正しい温度と圧力をくまなく与える」
滅菌バッグのシールを確実に行うためには、①シールバー全ての面で、②正しい温度、かつ③正しい圧力で密封する必要があります。この1つでも欠けてしまうと、滅菌工程中に滅菌バッグが破裂するなどして、無菌性を保持することができなくなってしまいます。
2-2. 日常的に発生しうる不具合
滅菌バッグのシールに関して、日常的に発生しうる不具合は大きく3つあります。
2-2-1. ①シールバーのへこみ
意図せずにヒートシーラーに器材を挟み込んでしまい、シールバーがへこんでしまった場合、その部分は密封できないことがあります。滅菌バッグの一部が密封できていないまま滅菌した場合、滅菌後に開放された部分から異物や微生物が混入してしまう可能性があります。
2-2-2. ②不十分な温度上昇
ヒートシーラーの温度が上がりきる前に使用したり、滅菌バッグの推奨温度とは異なる温度でシールした場合、シール強度が低下する恐れがあります。前述の通り、ヒートシーラーは熱したシールバーで滅菌バッグの樹脂を溶かして密封する仕組みです。シールバーが推奨温度よりも低い状態でシールすると、樹脂が十分に溶けず、シール強度が低下します。
シール強度が低下した状態で滅菌にかけると、滅菌工程中の激しい圧力変化に耐えきれず、滅菌バッグのシールが開封されてしまう可能性があります。
2-2-3. ③圧力不足
機械の経年劣化などにより、シールバーの圧力が低下することがあります。シールバーの圧力が低い場合、温度が不適切な場合と同様にシール強度が低下し、滅菌中に滅菌バッグが開封されてしまう可能性があります。
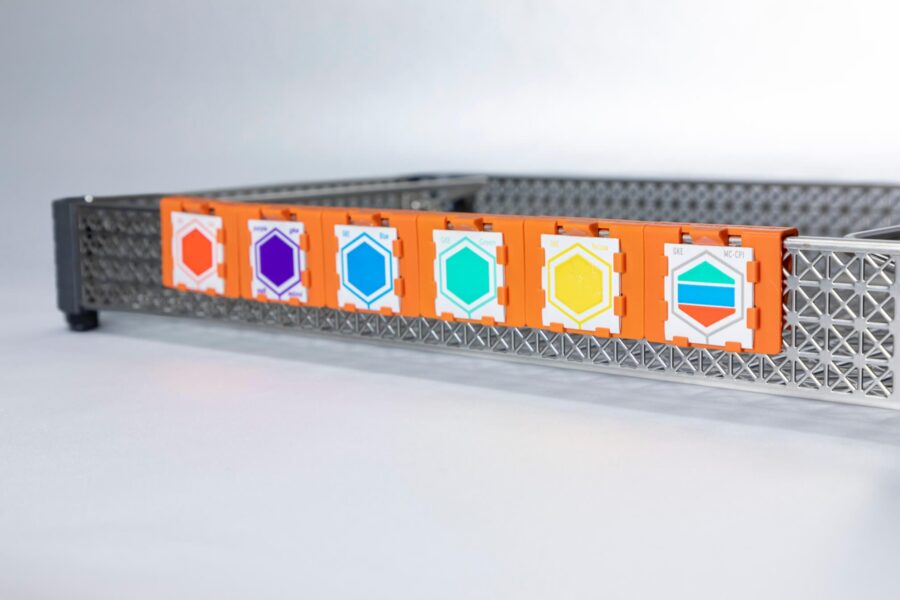
3. ヒートシールチェッカーで滅菌バッグのシール性を簡便に確認する

GKE社製のヒートシールチェッカー
3-1. ヒートシールチェッカーは、滅菌バッグのシーリング状態を目視で確認しやすくする
滅菌バッグのシール性を簡便に確認する方法として、ヒートシールチェッカー(シールテスト)が挙げられます。ヒートシールチェッカーはシール部を黒い背景にすることで、しわや気泡を目視で発見しやすくする方法です。滅菌バッグのシール性を簡便に確認できる方法として知られています。
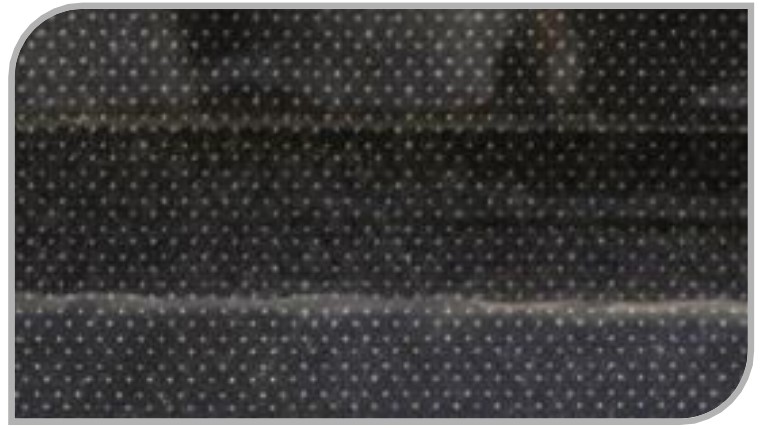
ヒートシールチェッカーの合格例
3-2. ヒートシーラーのへこみ、不十分な温度上昇、圧力不足の発見を補助する
滅菌バッグのシールになんらかの不具合があった場合、ヒートシールチェッカーは下記のような結果を示します。シールバーのへこみにより開いている部分があることや、温度上昇/圧力不足により不完全なシールになっていることが確認できます。
シールバーがへこんでいる場合(不合格例)

温度上昇 / 圧力が不十分だった場合(不合格例)

3-3. 使い方は、滅菌バッグに挟んでシール後、目視で確認
滅菌バッグのシール部分にヒートシールチェッカーを挟み、シーラーで圧着してシールします。
器材は入れずに行います。シール部分を目視でよく観察し、途切れやムラなどの異常がないかを確認します。

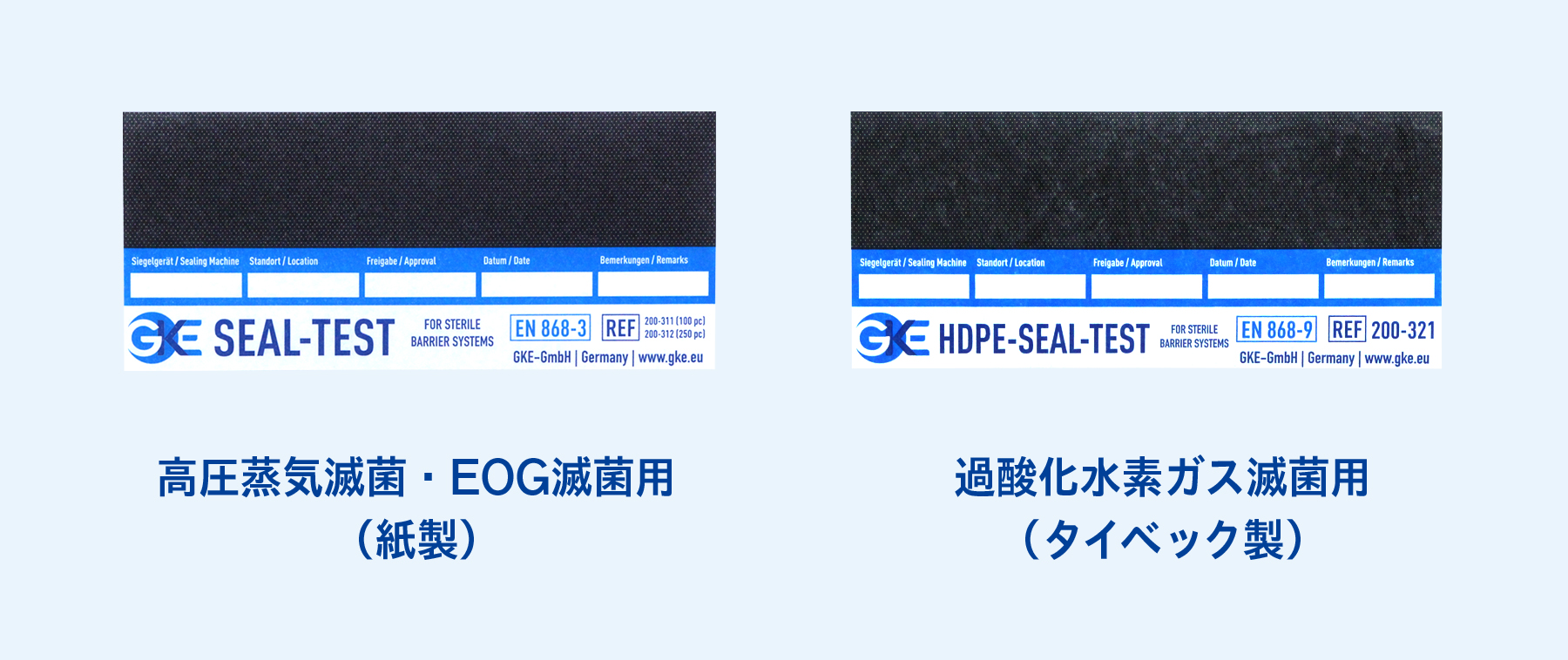
3-4. 高圧蒸気滅菌/EOG滅菌用と過酸化水素ガス滅菌用の2つの材質がある
滅菌バッグの紙面の素材には、高圧蒸気滅菌・EOG滅菌用では紙、過酸化水素ガス滅菌用ではタイベック、のように異なる素材が使用されています。
フィルム面に使用される熱可塑性樹脂についても、紙面の材質に合わせて異なる素材が使用されます。一般的に、高圧蒸気滅菌・EOG滅菌用には170~190℃で溶けるポリプロピレン、過酸化水素ガス滅菌用には110~130℃で溶けるポリエチレンが使用されています。
| 高圧蒸気滅菌・EOG滅菌用 | 過酸化水素ガス滅菌用 | |
| 紙面 | 紙 | タイベック |
| 熱可塑性樹脂 | ポリプロピレン | ポリエチレン |
適切な温度で、かつ正しい樹脂-紙(タイベック)面の組合せでない限り、シールチェッカーを使用した密封性の確認はできません。
したがって、滅菌バッグと同様、ヒートシールチェッカーも高圧蒸気滅菌・EOG滅菌用(紙製)と過酸化水素ガス滅菌用(タイベック製)の2種類の材質が存在します。
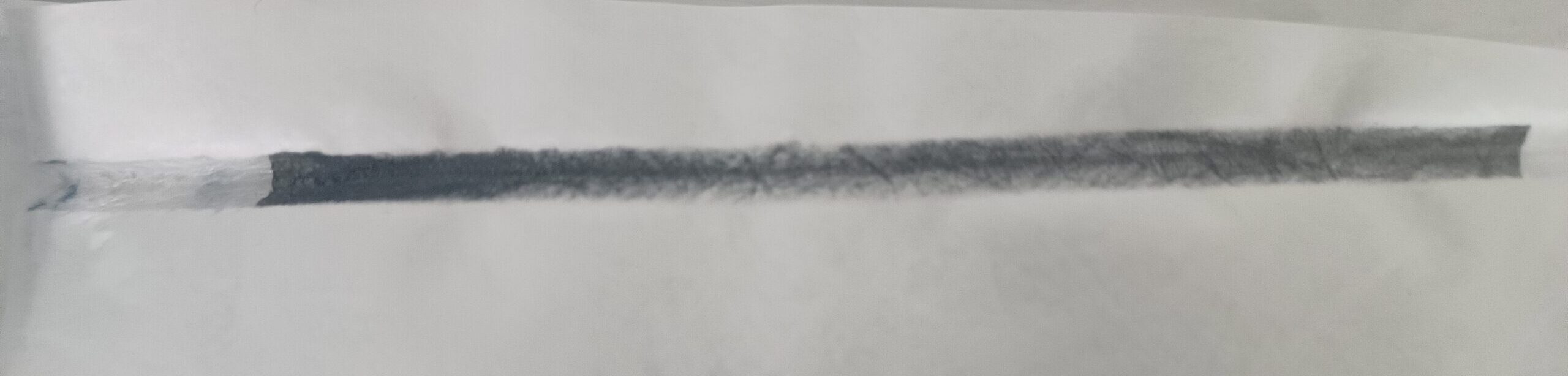
もし過酸化水素ガス滅菌用のヒートシールチェッカーを、高圧蒸気滅菌・EOG滅菌用のヒートシーラーでシールした場合、下記の写真のようにヒートシールチェッカーの裏面に焦げたような跡が生じるため、温度設定のミスにも気づくことができます。
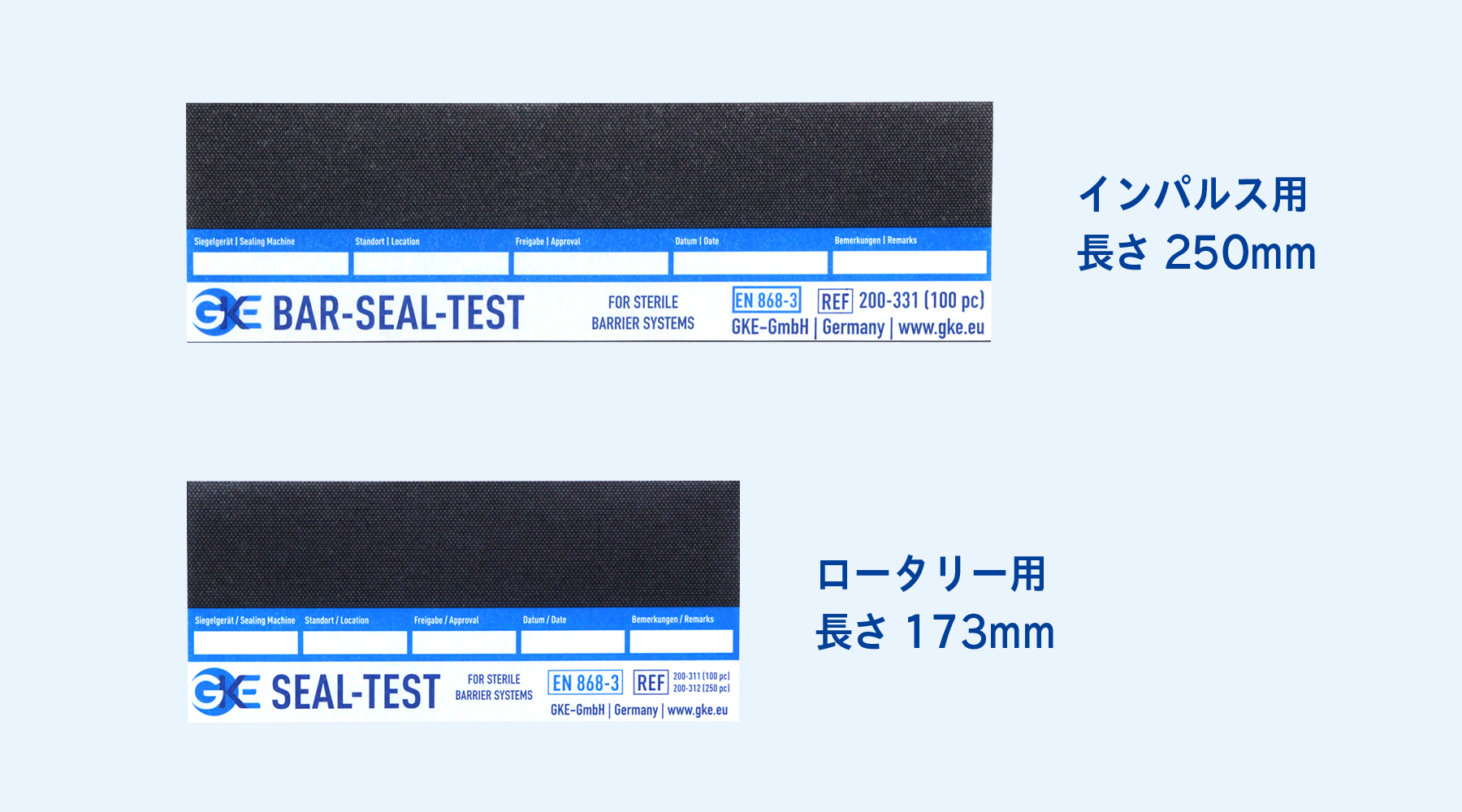
3-5. インパルス式ヒートシーラーに対応した長いサイズもある

インパルス式ヒートシーラー(アズワン)
ヒートシーラーには、ロータリー式に加えて、インパルス式のものもあります。インパルスタイプは長いシールバーを使用して滅菌バッグをシールする仕様です。したがって、ヒートシールチェッカーもある程度の長さをカバーできる、通常よりも長いものが必要になります。
4. 現場での運用事例
ここでは、実際にヒートシールチェッカーを使用している医療機関の運用事例を紹介します。
4-1. ①1日1回、朝に実施(ヒートシーラー起動時の温度上昇不足に気づける)
ある施設では、朝に1回、ヒートシールチェッカーを使用しています。始業時にヒートシーラーを起動した後、正しい温度まで上昇したか、シールバーのへこみはないか等を確認し、毎日記録しています。
4-2. ②1日2回、朝夜に実施(ヒートシーラー破損の原因を特定する)
別の施設では、1日2回ヒートシールチェッカーを使用しています。こちらの施設では、日中と夜間で担当者が異なるため、担当が入れ替わるタイミングでヒートシールチェッカーを使用しています。そうすることで、いつヒートシーラーが破損したかを明らかにすることができ、業務改善に繋げているそうです。
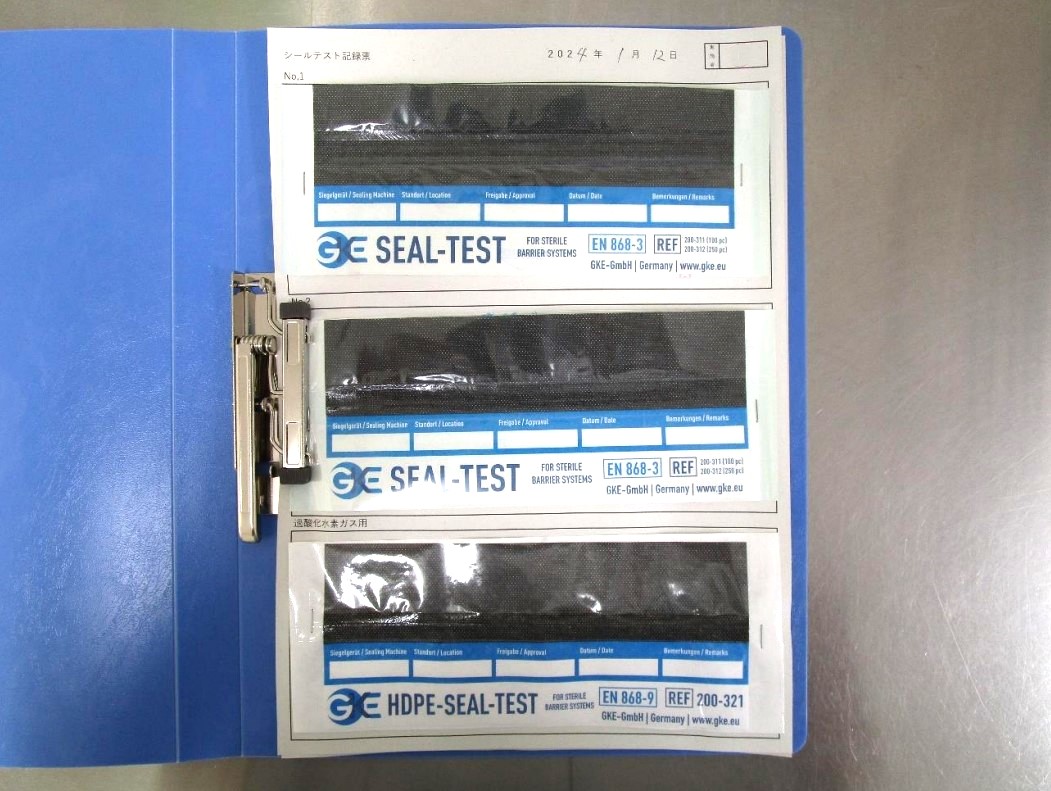
4-3. ヒートシールチェッカーの記録方法
これらの施設では、ヒートシールチェッカーを使用した後、滅菌バッグと共に記録用紙に貼り付けて保管しています。万が一不具合を見つけた際にすぐに確認できるよう、日付ごと、あるいは機械ごとに分けて記録・保管することが理想的です。
5. まとめ
いかがでしたでしょうか?
包装は再生処理プロセスにおいて重要な工程の一つであり、滅菌バッグは正しくシールされなければ無菌性を保持できません。
滅菌バッグのシールにはヒートシーラーを使用しますが、シールバーの故障や温度上昇/圧力の不足などにより、十分にシールできていないといった不具合が発生することがあります。
滅菌バッグのシール性を日常的に確認する方法として、ヒートシールチェッカー(シールテスト)を用いてシーリングの状態を目視で確認しやすくする方法があります。ヒートシールチェッカーは、使用する滅菌バッグやヒートシーラーの種類に合わせて、高圧蒸気滅菌・EOG滅菌用や過酸化水素ガス滅菌用、インパルス式ヒートシーラー用などの種類があり、適切に選択する必要があります。
ヒートシールチェッカーに関するお問合せや各種ご依頼(お見積/サンプルなど)は、営業担当またはSALWAYウェブサイトのお問合せフォームよりご連絡下さい。